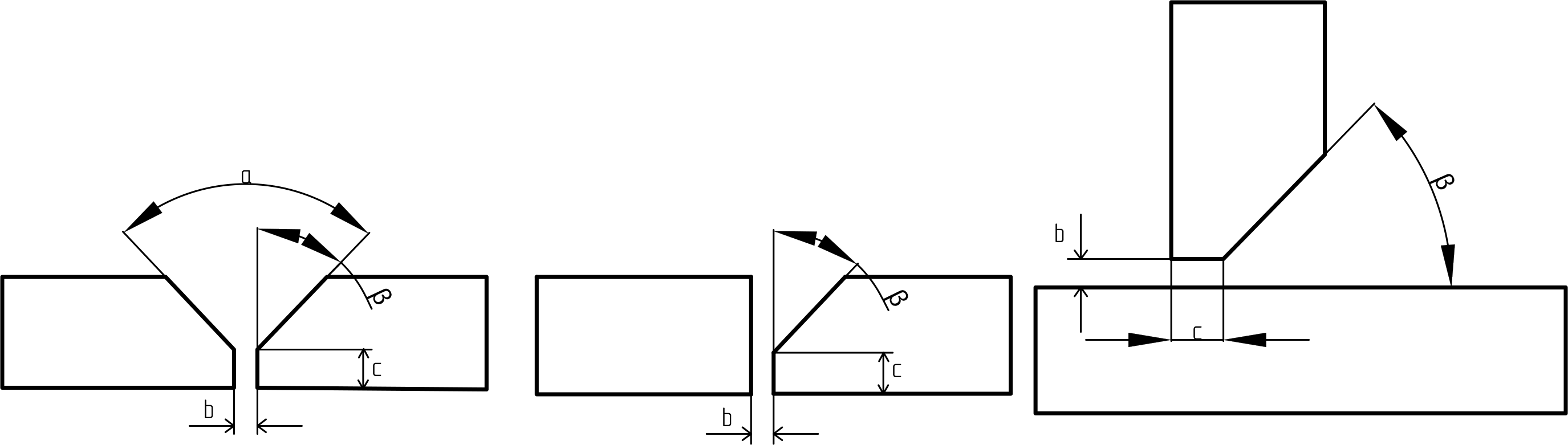
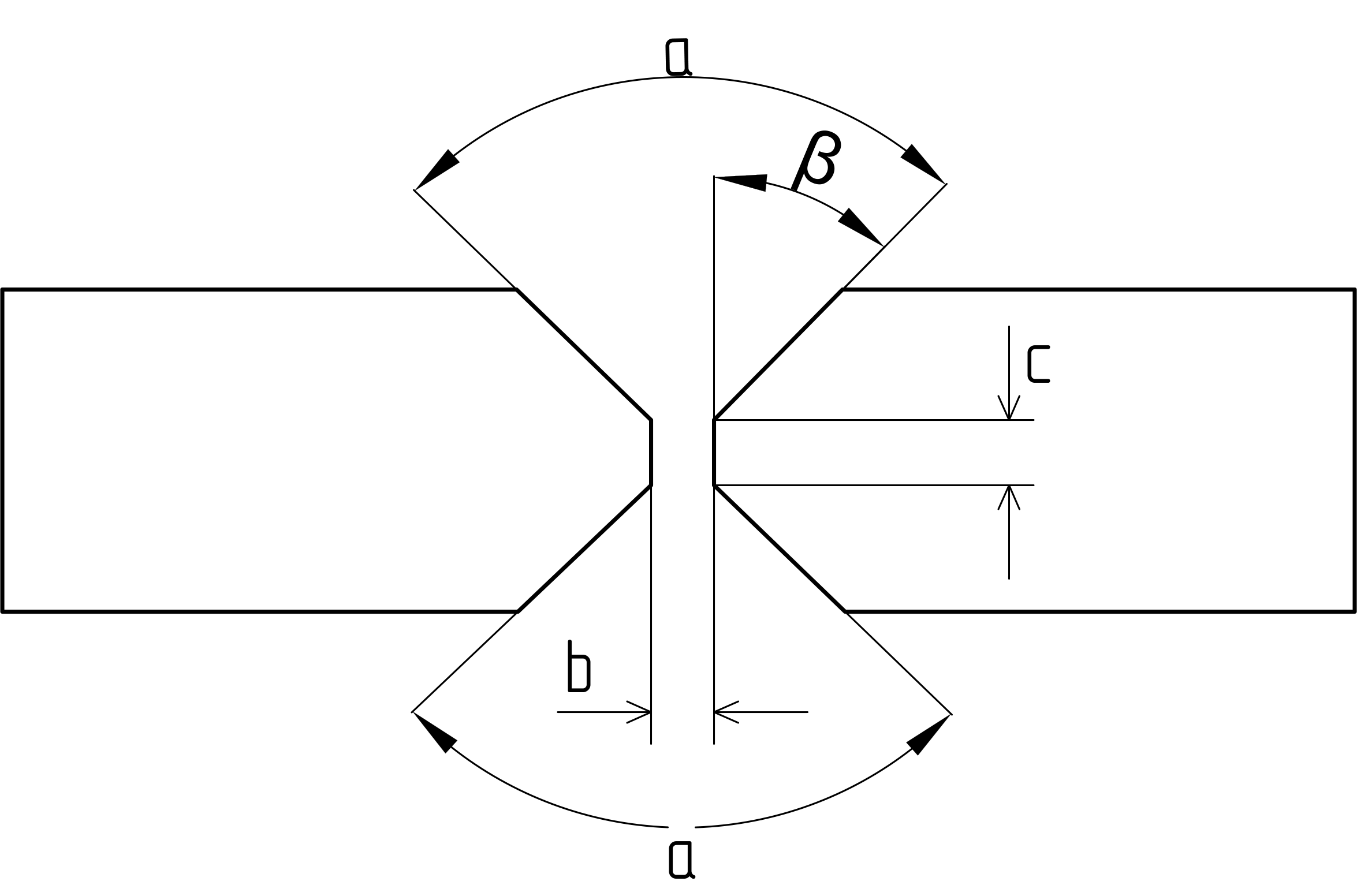
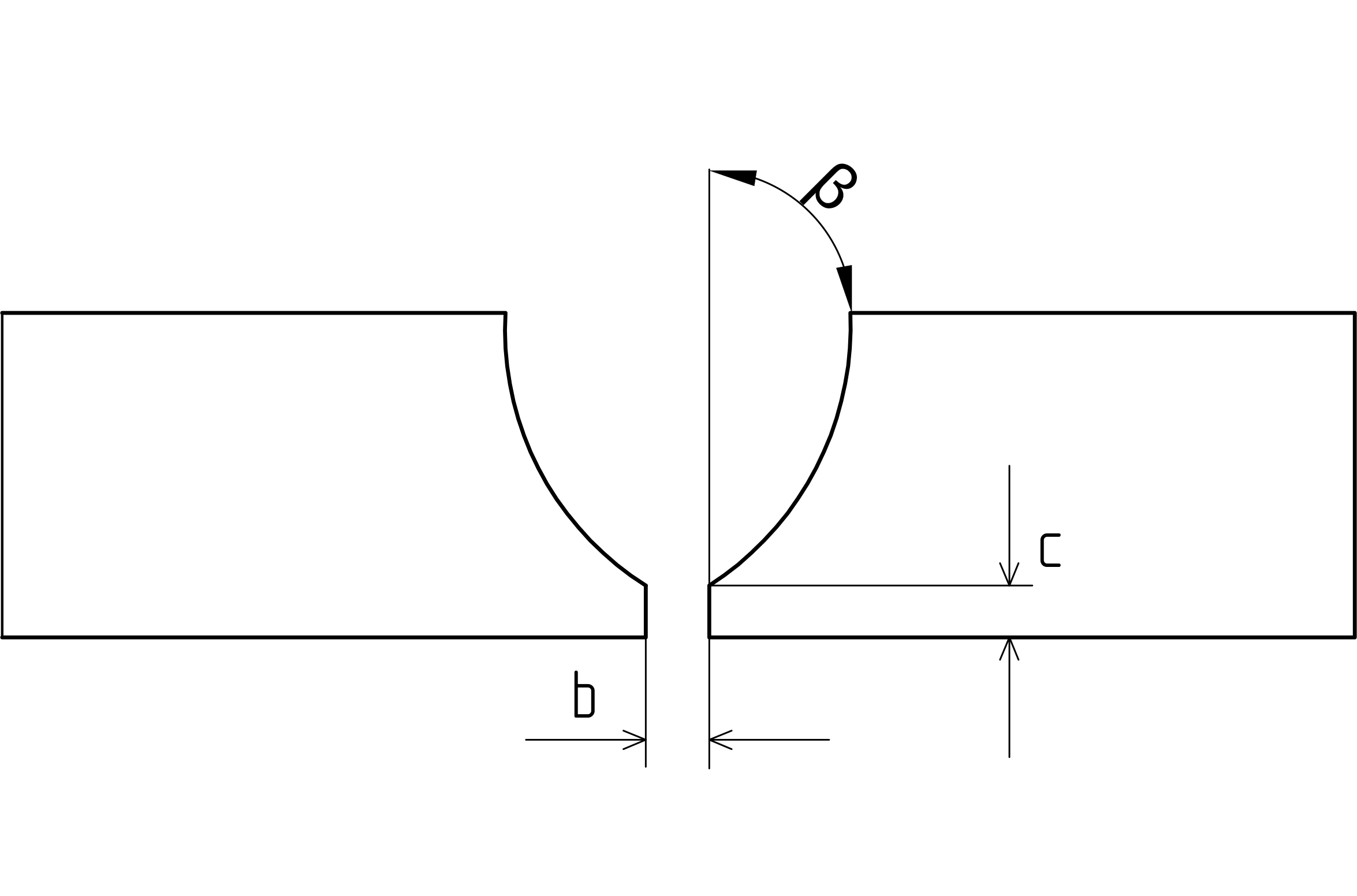
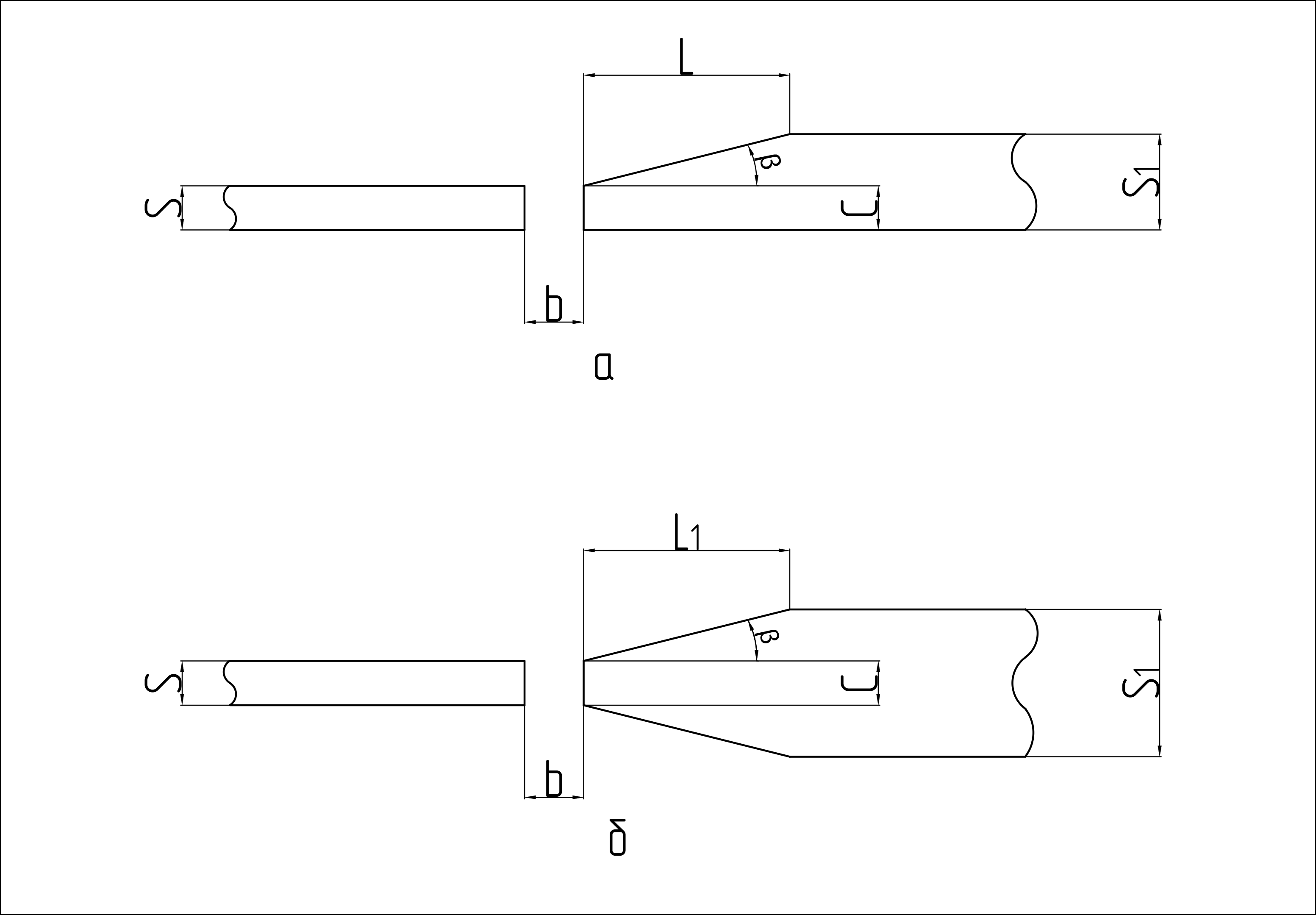
После подготовки кромок выполняют сборку конструкции, т. е. устанавливают и фиксируют детали в предусмотренном проектом положении.
Сборка под сварку является одной из трудоемких и наименее механизированных операций. Она должна обеспечивать возможность качественной сварки конструкции. Для этого необходимо выдержать заданный зазор между соединяемыми деталями, установить детали в проектное положение и закрепить между собой так, чтобы взаиморасположение деталей не нарушилось в процессе сварки и кантовки, а если необходимо, - и транспортировки. Должен быть обеспечен свободный доступ к месту сварки.
На производстве применяются следующие варианты сборки узлов металлоконструкций:
1. Поузловая сборка, при которой вначале собирают из деталей узлы, a затем выполняют сварку. После этого, если необходимо, производят правку узлов и предают их дальнейшую сборку между собой и с необходимыми отдельными деталями
2. Последовательная сборка, при выполнении которой металлоконструкция собирается постепенно, путем наращивания собираемых и затем свариваемых элементов
3. Полная сборка, при применении которой вначале из сборочных деталей собирают металлоконструкцию, а затем выполняют полную ее сварку
Производительность поузловой сборки металлоконструкции выше, чем последовательной или полной, так как можно организовать одновременную сборку всех узлов. Качество металлоконструкций, при производстве которых применялась поузловая сборка, может быть также выше, так как правку отдельных узлов выполнять легче, чем более жесткой, полностью сваренной металлоконструкции, изготовленной, например, с применением полной сборки.
Cпособ сборки зависит от габаритов конструкции, серийности производства и требований, предъявляемых к качеству сборки. Различают следующие методы сборки:
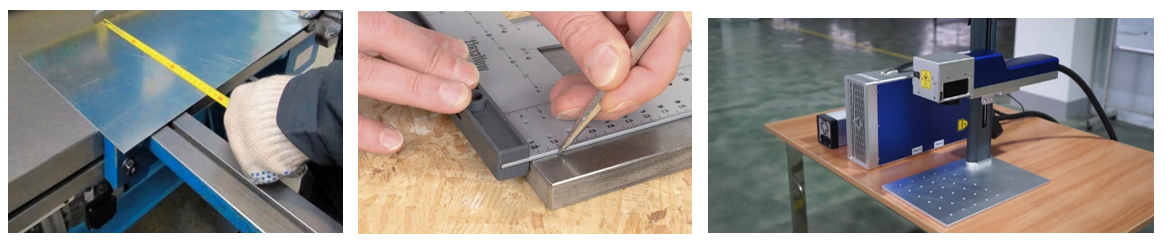
1. Сборка по разметке, при выполнении которой взаимное расположение осуществляется путем сопряжения меток, т.е. линий, нанесенных на соединяемые элементы. Такой способ применяется при сборке на сборочных плитах, столах, в сборочных кондукторах. В процессе такой сборки приходится выполнять многочисленные измерения взаимного расположения собираемых элементов, что приводит к значительным потерям рабочего времени
2. Сборка по шаблонам-копирам, при выполнении которой взаимное проектное положение собираемых элементов достигается раскладкой их на копире, который является частью отправочной марки. При таком способе сборки не требуется постоянного контроля взаимного расположения собираемых элементов, производительность труда выше, чем при сборке по разметке
3. Сборка по упорам фиксатором, при выполнении которой на стеллаже или на сборочной плите закрепляются упоры-фиксаторы, расстановка которых определяет взаимное расположение собираемых элементов, соответствующее чертежу. При такой сборке также не требуется постоянного контроля взаимного расположения собираемых элементов, а производительность труда выше, чем в случае сборки по разметке
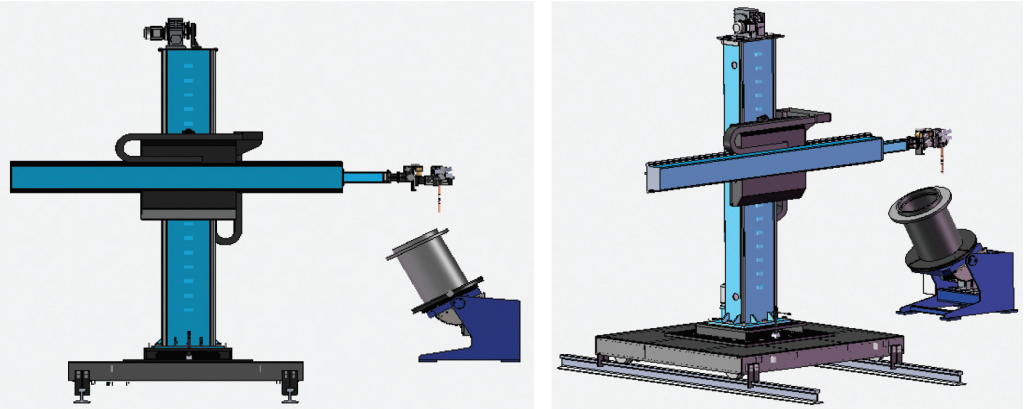
4. Сборка в кондукторе, при выполнении которой установка собираемых элементов в требуемое взаимное положение и их закрепление в этом положении осуществляется при помощи конструктивных, элементов сборочного кондуктора - установочных баз, упоров, фиксаторов, прижимов. Применяются в сварочных кондукторах и быстродействующие устройства для осуществления загрузки, установки, закрепления и перемещения собираемого изделия. Производительность работ при применении сборочных кондукторов наибольшая
Собираемые элементы относительно друг друга фиксируются в основном с помощью коротких отрезков сварных швов, называемых прихватками. Прихватки рекомендуется накладывать со стороны, обратной наложению первого валика. Длина прихватки 20—120 мм и зависит от вида конструкции: более длинные прихватки делаются на больших массивных изделиях. Расстояние между прихватками 300-350мм
При сборке кольцевых стыков трубопроводов длина прихваток должна быть не более 25 мм. На стыках трубопроводов диаметром до 200 мм делается три прихватки, для трубопроводов диаметром 200—300 мм — не менее четырех прихваток. Высота прихватки не должна превышать высоту первого валика сварного шва.
При сварке ответственных конструкций перед наложением основного шва прихватки должны удаляться по мере заварки шва. Конструкция в собранном виде удерживается подварочным швом или специальными приспособлениями.
К качеству прихваток предъявляются те же требования как и к сварному шву, после установки они подлежат контролю.
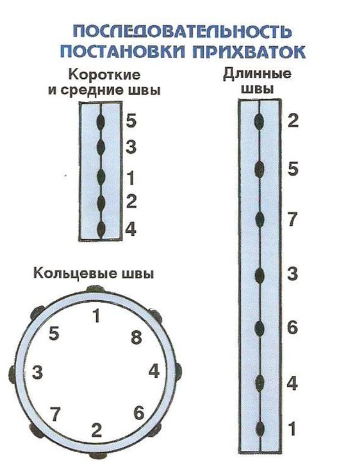
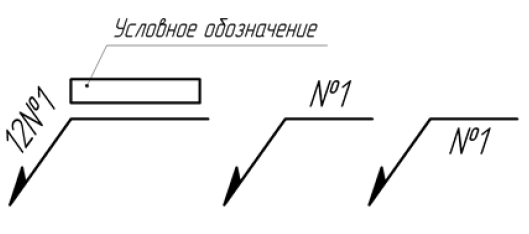
Последовательность установки прихваток
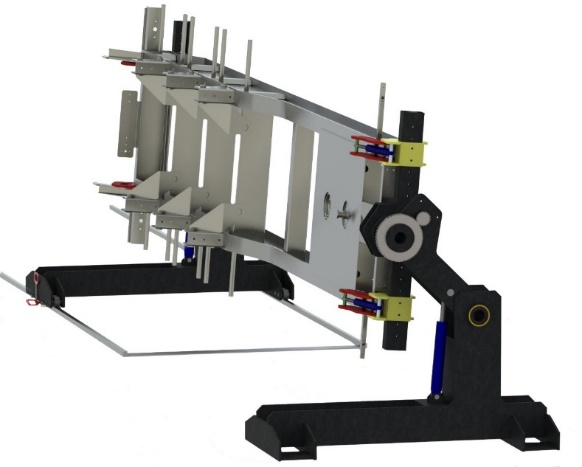
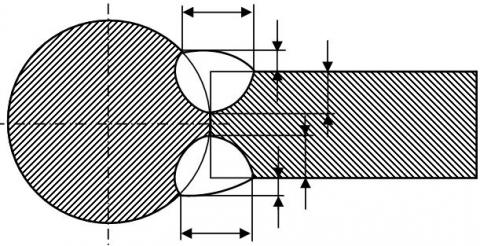
При сборке тяжелых конструкций, у которых обычные прихватки в процессе сварки могут лопнуть (например, при сварке шарового резервуара на манипуляторе), вместо прихваток накладывается сплошной шов небольшого сечения.
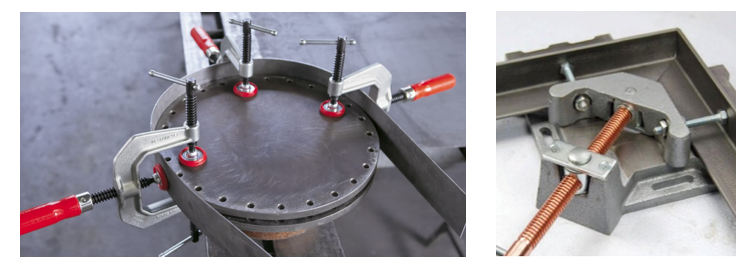
Собираемые для сварки элементы можно скреплять с помощью гребенок, клиньев, струбцин или других приспособлений, убираемых по мере наложения сварного шва.
Точность сборки контролируют шаблонами, щупами и контрольно-измерительными приборами.
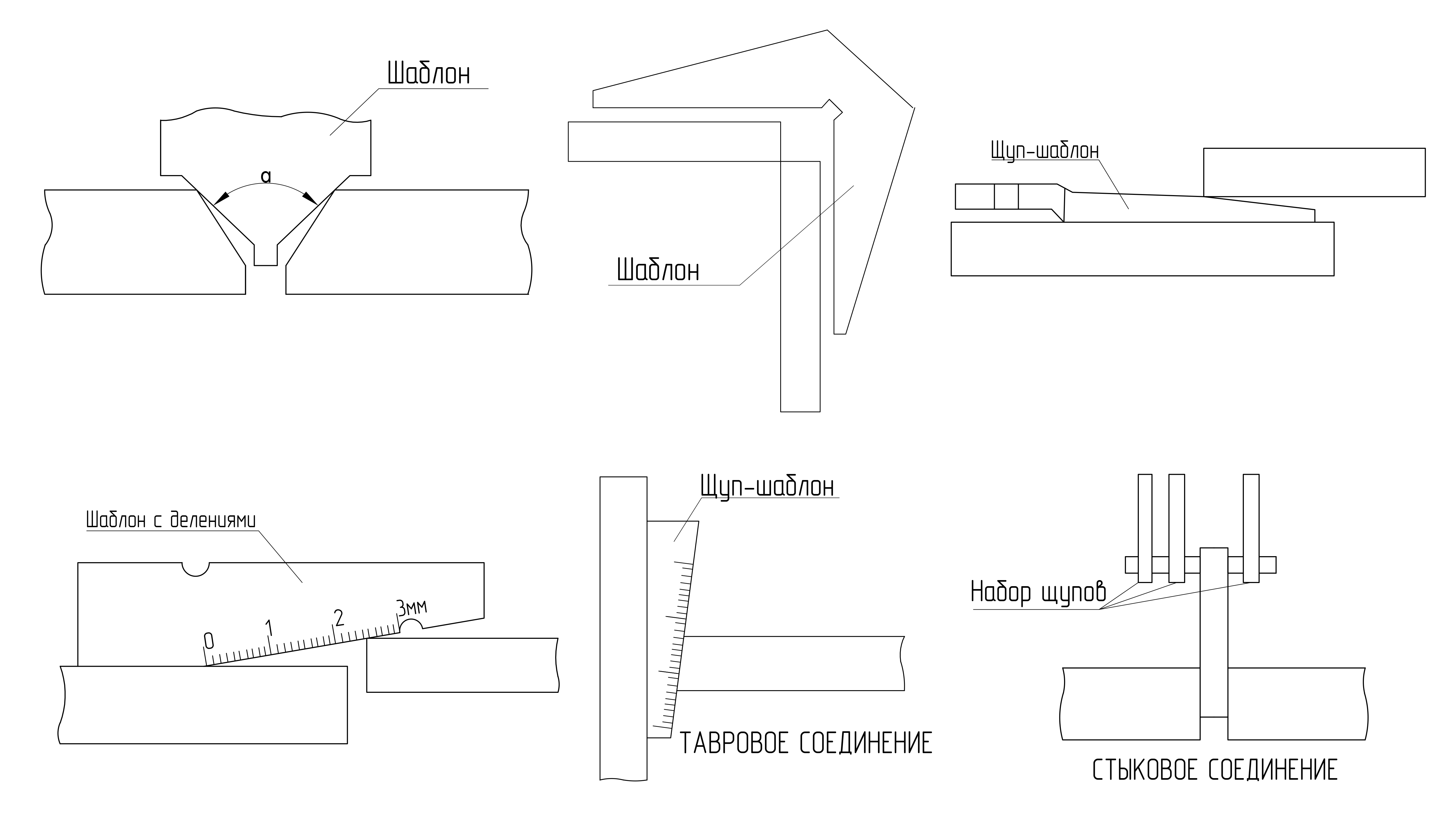
Инструмент для контроля качества сборки