


Сварка является популярной технологией, при помощи которой можно создать прочные и надежные конструкции из металла. Она используется в разных областях производства, где важно высокое качество и гарантия прочности изготовляемых изделий.
Однако не каждый вид данной технологии позволяет получить прочный и идеальный шов, все зависит от вида металла и используемых материалов.
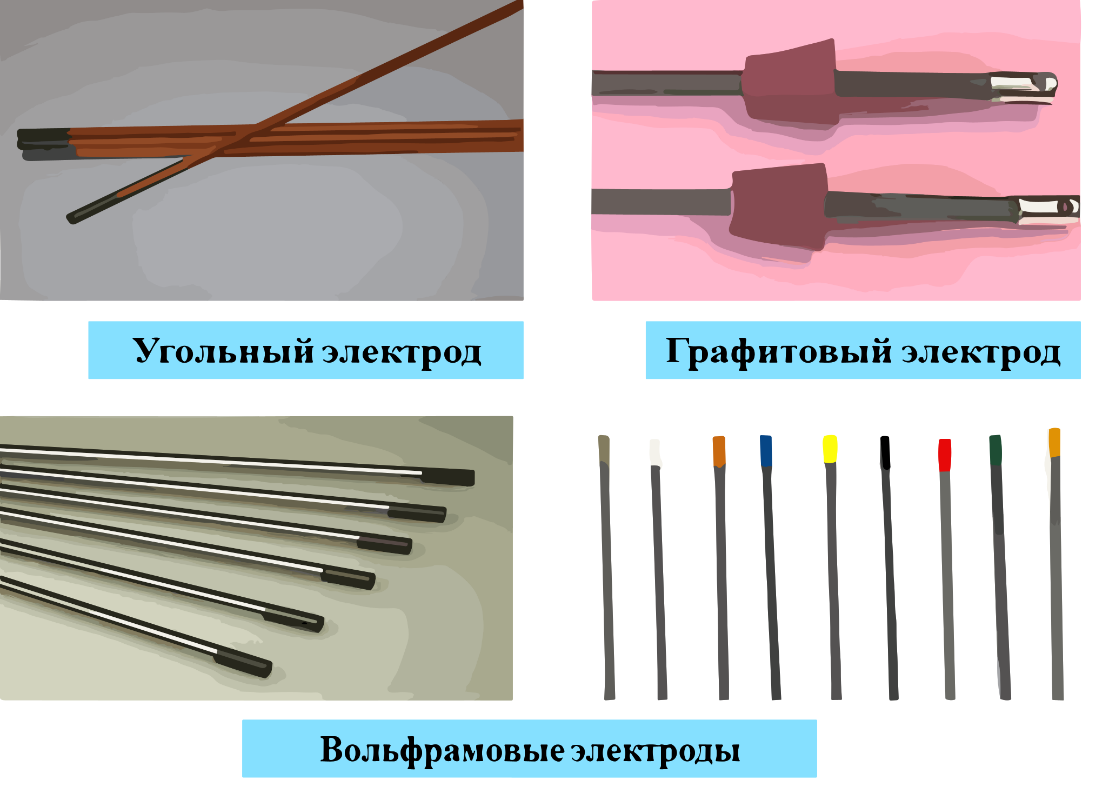
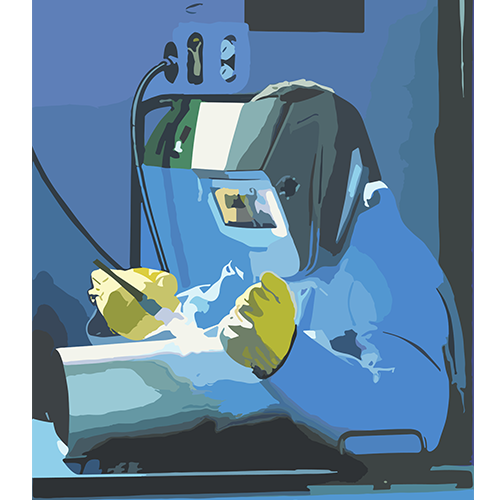
Высокой популярностью среди сварщиков пользуется сварка неплавящимся электродом.
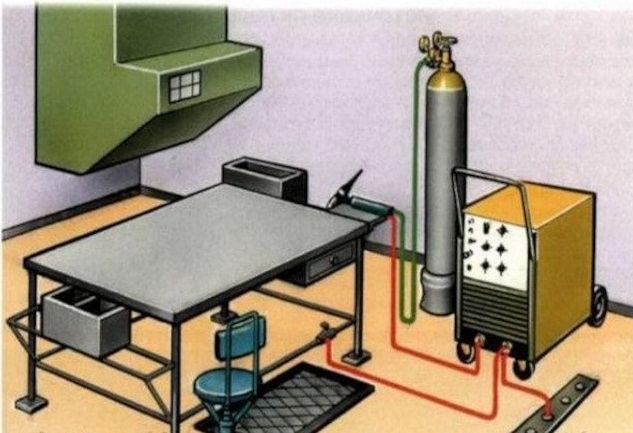
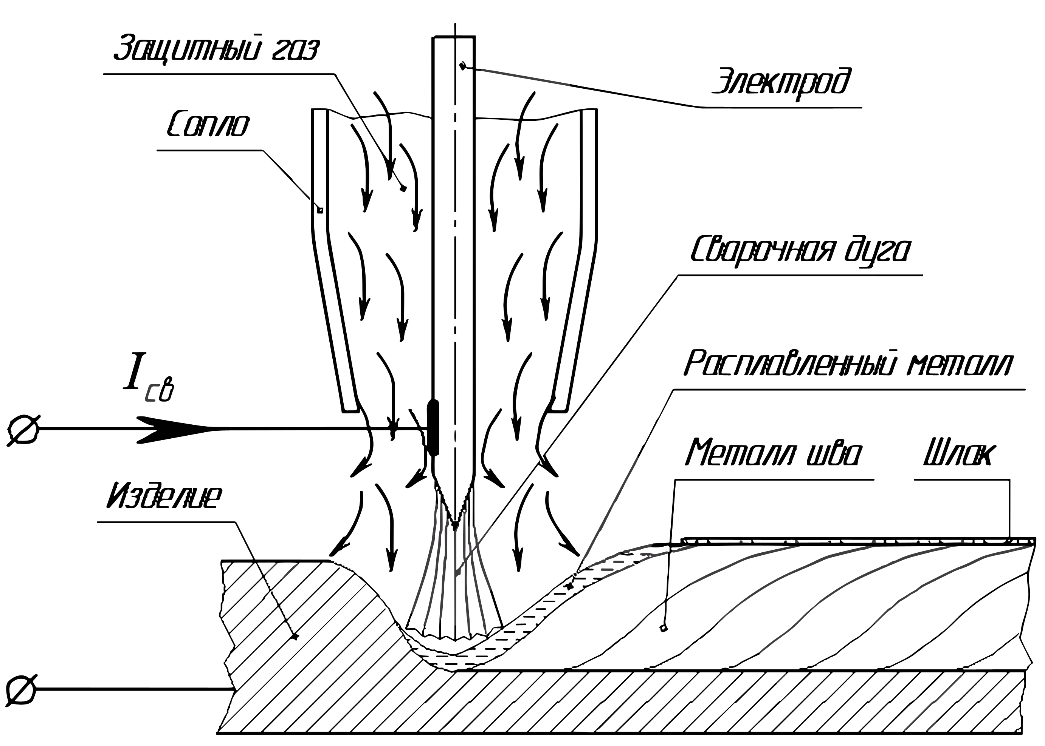
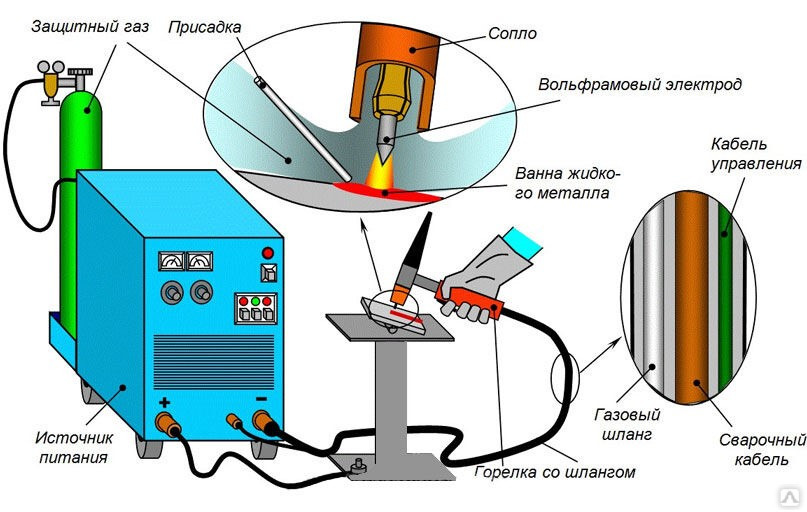
При сваривании неплавящимся электродом дуга возникает между электродом, находящимся в горелке, из которой подается защитный газ, и изделием. Для образования шва при этом в сварочную ванну подается присадочный материал. Если сварка ручная, то присадка подается непосредственно сварщиком, если автоматическая, процесс происходит без его участия.
Данный способ сваривания используется для сваривания неферромагнитных материалов, среди которых: магний, алюминий, цирконий, никель, титан, бронза, медь, нержавеющая сталь и другие. Этот метод сварки позволяет сварщику тонко чувствовать глубину проплавления металлов, что способствует хорошему качеству шва.
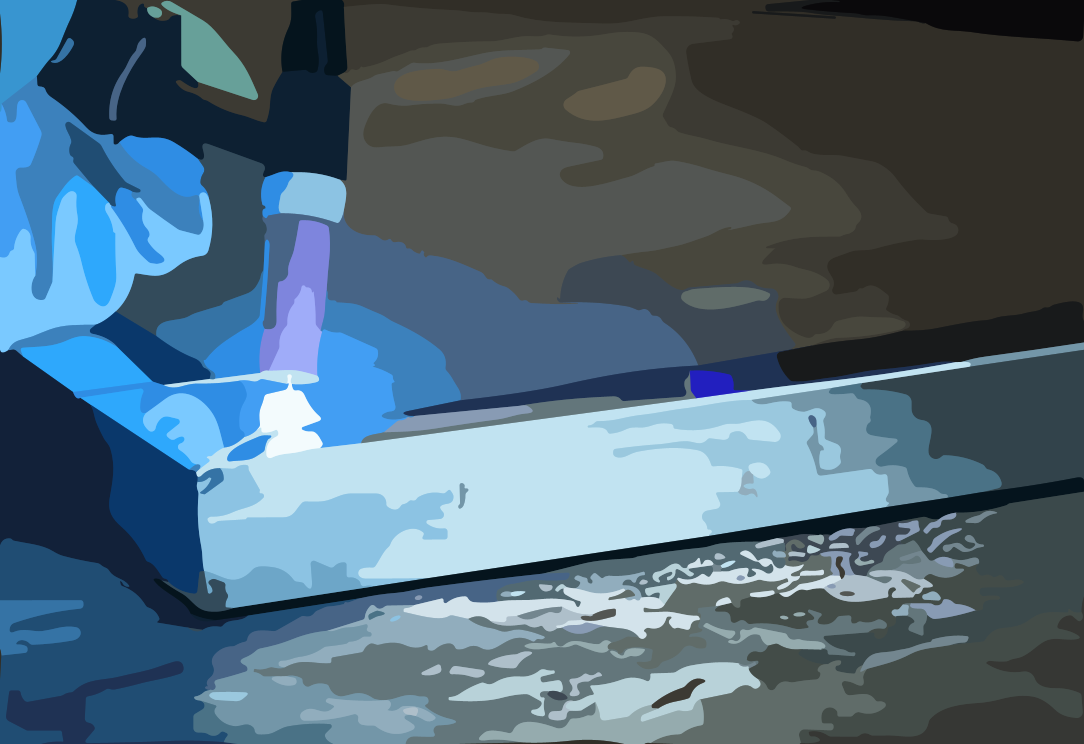
При ручной сварке специалист сам управляет горелкой и присадочным материалом, что избавляет изделие от непроваров и других дефектов сварочного шва.
Этот метод применяется в основном для сваривания тонкостенных цветных металлов. Он используется в производстве велосипедов, изготовлении различных заготовок. С его помощью изготавливаются различные предметы интерьера из нержавеющей стали и других материалов. Последующая обработка шва делает его практически незаметным.