Динамическая инфографика
(0/0)
00:00
вольфрамовые
угольные
чугунные
стальные
источник сварочного тока, на котором расположен регулятор
силы тока
газовый баллон с защитным газом
шаровый кран для радиатора
обратная
прямая
обратная и прямая
1.
Это приведет к большому разбрызгиванию металла и к его
перерасходу.
Отклонения снижают качество шва и его внешний вид.
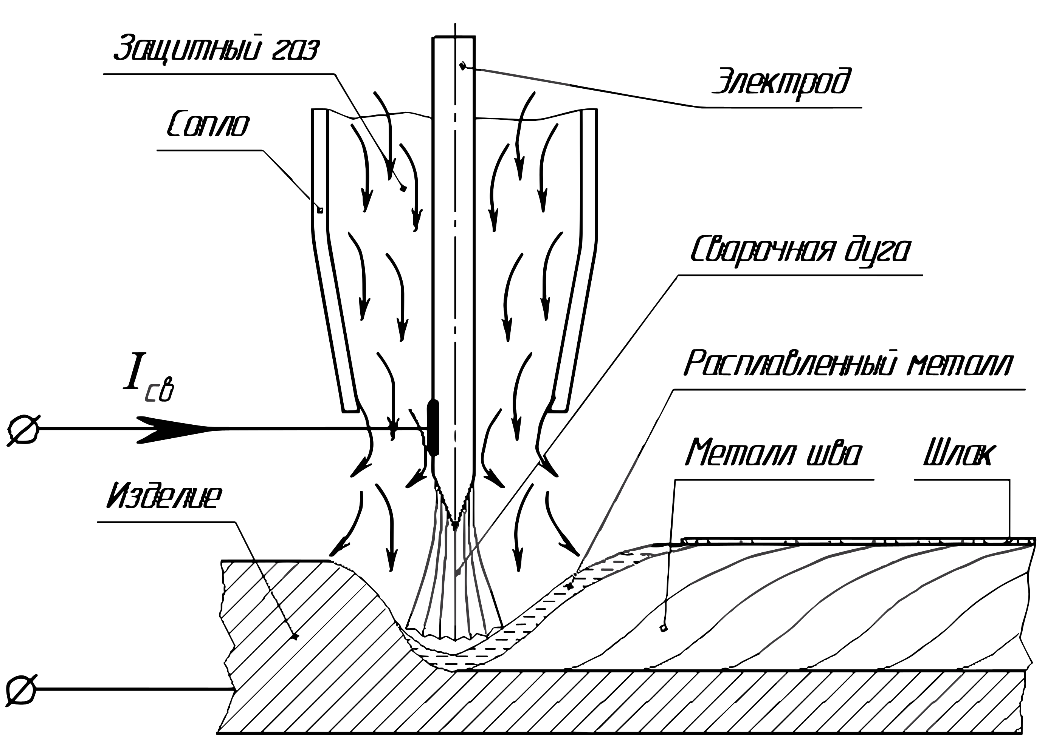
таким образом достигается защита ванны от негативного
воздействия кислорода и азота, находящихся в воздухе. Их воздействие приведет к
повышению хрупкости сварного шва
Нельзя резко
подавать присадку в сварную зону
Движение электрода
должно производиться строго по центру зазора, и посередине
Присадочная
проволока не должна выходить за пределы сварного участка
стандартные
лантанированные
графитовые
циркониевые
1.
22-34 В
12-24 В
45-52 В
неудобство сваривания деталей под острым углом
металл перед процессом сварки требует тщательной подготовки
затрудняется выполнение работы при сквозняках или на улице при
ветреной погоде
высокая скорость
сварки
по окончании
сварочных работ шов не требует дополнительной обработки
простота освоения
техники сваривания при этом методе
Обратный кабель служит для соединения изделия с источником тока
Результат:
Время прохождения: