Динамическая инфографика




Резкой металла называется разрезание (разделение) металла на части. Резка может производиться ручной и механической ножовкой, а также ножницами - ручным и механическими, рычажным, параллельными, дисковым (круглыми).
Дуговой резкой называют процесс выплавления металла, нагреваемого дугой и вытекающего из полости реза. Для обеспечения и ускорения дуговой резки процесс ведут при вертикальном или наклонном положении разрезаемого изделия, так как при этом вытекание расплавляемого металла облегчается.
История развития дуговой резки металлов началась в середине XIX века с изобретения электрической дуги. Первые эксперименты с использованием дуги для резки металла проводились в 1858 году английским изобретателем Фрозиликом, однако их результаты были неудовлетворительными.
Следующим шагом в развитии технологии дуговой резки стало изобретение американским изобретателем Кэвендишем в 1903 году переносного электродного устройства, которое позволяло производить резку металла с помощью электрической дуги. Это стало настоящим прорывом в области металлообработки и стало отправной точкой для дальнейшего развития дуговой резки.
В 1930-х годах в СССР была налажена массовое производство аппаратов для ручной дуговой резки металлов. К этому времени технология дуговой резки стала широко применяться в промышленности и строительстве, благодаря своей относительной простоте и низкой стоимости.
С появлением компьютерных технологий в 1970-е годы была разработана и внедрена автоматизированная дуговая резка металлов. Это позволило значительно увеличить точность и качество резки, а также сократить затраты времени и труда на процесс обработки металла.

Дуговая резка основывается на плавке металлической болванки в том месте, где происходит резка. В основном приборы для дуговой резки являются ручными, и обработка происходит за счет использования угольных или металлических электродов. Это позволяет обрабатывать чугун, стали с высоким легированием, цветные металлы и различные сплавы.
Конечно же, сам рез выполняется на довольно таки низком уровне и имеет неровную кромку, которую следует зачищать от оплавившегося металла и шлака. Поэтому вместе с аппаратами дуговой резки желательно приобрести шлифовальные машины.
Сегодня дуговая резка широко применяется в различных отраслях промышленности, таких как машиностроение, автомобильное производство, судостроение и др. С развитием новых технологий и материалов постоянно совершенствуется и сама техника дуговой резки, что позволяет выполнять более сложные и точные операции обработки металла.
В настоящее время получили распространение несколько разновидностей электродуговой резки металлов. Основные из них:
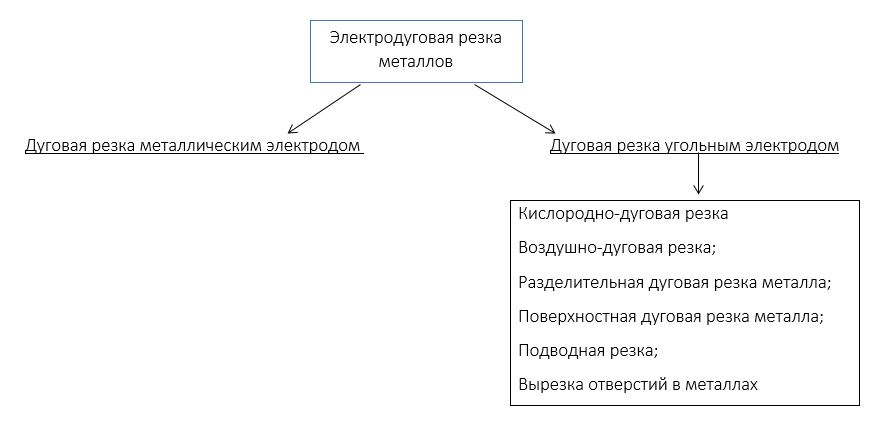
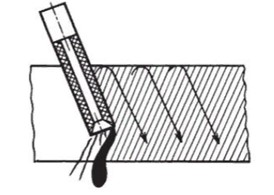
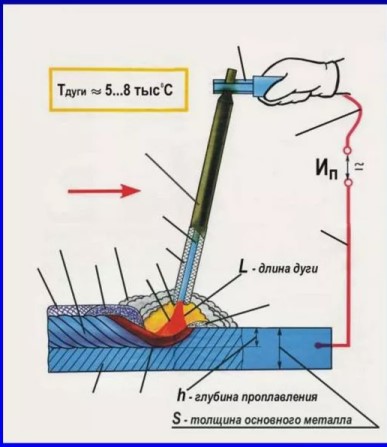
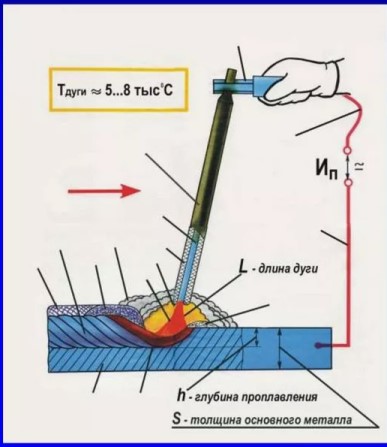
Рисунок – резка покрытым электродом
При такой резке металл в месте реза проплавляют электрической дугой.
Дуговая резка производится металлическими электродами со специальным толстым покрытием, которое, сгорая, выделяет теплоту или кислород, что ускоряет процесс резки. Покрытия электродов, предназначенных для резки, должны быть более тугоплавкими, чем для сварки; этим достигается образование на конце электрода более длинного «чехольчика», что концентрирует нагрев и увеличивает производительность резки. Для резки применяют электроды диаметром 3–10 мм. Сила сварочного тока должна быть максимально возможной. При резке металлов покрытыми электродами сила сварочного тока примерно на 20–40% больше, чем при сварке электродами того же диаметра. Резку можно осуществлять переменным и постоянным током электродами разных диаметров и марок. При резке козырек покрытия предохраняет электрод от замыкания.

В группу электродов для резки металлов входят электроды, предназначенные для дуговой разделительной резки плавящимся электродом всех марок сталей (включая высоколегированные), чугунов и цветных металлов. Для резки сталей, чугунов, меди, алюминия и их сплавов применяют электроды марок ОЗР-1 и ОЗР-2 производства АО СПЕЦЭЛЕКТРОД (г. Москва), ОЗР-1М производства ЗАО МЕЖГОСМЕТИЗ (г. Мценск) и др.
Электроды выпускают диаметром 3, 4 и 5 мм, длиной – 350 мм. Электродами производится резка, строжка, прошивка отверстий, удаление дефектных участков сварных соединений и отливок, разделка свариваемых кромок и корня шва, выполнение других подобных работ при изготовлении, монтаже и ремонте деталей и конструкций.
Скорость резки электродами диаметром 4 мм: низкоуглеродистая сталь типа Ст3 толщиной 14 мм – 12 м/ч; высоколегированная сталь типа 08Х18Н9Т толщиной 12 мм – 12 м/ч. Расход электродов на 1 кг выплавленного металла – 0,6 кг.
Резка электродами выполняется во всех пространственных положениях переменным током и постоянным током прямой и обратной полярности. Резку производят на повышенных режимах с наклоном электрода («углом вперед») в сторону, противоположную направлению резки. При этом электрод должен совершать возвратно-поступательные движения: «туда-обратно» или «сверху- вниз». Специально разработанное покрытие дает струю газа, выдувающую расплавленный металл.
Электроды обеспечивают получение чистого реза (без грата и натеков на поверхности реза). Электроды марки ОЗР-2
Имеют повышенную эффективность при резке строительной стержневой арматуры больших диаметров (время резки арматуры диаметром 16 мм составляет 2–3 с, диаметром 40 мм – 14–16 с). Для строжки, резки и подготовки стыков к сварке применяют также специальные электроды марки ОК 21.03 шведской фирмы ESAB и электроды марки UTP 82 AS германской фирмы Bцhler Thyssen.
При использовании покрытых электродов для резки, ширина реза оказывается значительно больше, а кромки деталей имеют грубую и неровную поверхность. Поэтому этот метод применяется только для грубой, черновой резки сталей, чугуна и цветных металлов. Однако, существуют специально разработанные электроды для дуговой резки, которые улучшают процесс. Они повышают стойкость горения дуги при резке, замедляют горение стержня, ионизируют его от стенок реза и увеличивают скорость реза путем окисления металла компонентами покрытия. Благодаря этому можно достичь более чистого и узкого реза. Для различных видов работ, таких как резка, строжка, прожигание отверстий, вырезание дефектов швов и литья, можно использовать различные марки электродов. Например, для этих целей подходят электроды марок АНР-2, АНР-3, АНР-4, ОЗР-1, ОЗР-2. Используя такие электроды, можно получить чистую поверхность реза, а кромки не будут насыщаться углеродом, а аэрозоли не будут содержать вредных примесей. Стальными плавящимися электродами можно резать детали толщиной до 15 мм. Режимы дуговой резки практически не отличаются от режимов сварки. Однако, при резке требуется более высокая сила сварочного тока, примерно на 20 А для каждого миллиметра толщины электрода. Например, если для сварки электродами диаметром 3 мм был выбран сварочный ток 120 Ампер, то для резки потребуется 120 + (20 ◦ 3) = 180 А. Преимущество дуговой резки покрытыми электродами заключается в универсальности оборудования. Оно не отличается от оборудования для сварки и может использоваться для обоих технологических процессов. Переключение с одного процесса на другой осуществляется путем изменения режимов и, в некоторых случаях, электродов. Однако, недостатками этого процесса являются большая ширина реза, неровности на разрезаемых кромках и низкая производительность по сравнению с кислородной и плазменной резкой.
К преимуществам ручной дуговой наплавки относятся использование обычного сварочного оборудования и возможность наплавки деталей сложной конфигурации; к недостаткам – низкая производительность и тяжелые условия труда. При ручной наплавке требуется высокая квалификация сварщика, так как процесс необходимо вести на минимальных токе и напряжении с целью уменьшения доли основного металла в наплавленном. Однако при этом должно обеспечиваться сплавление наплавленного и основного металлов. Основными параметрами режима ручной наплавки являются: сила сварочного тока, напряжение на дуге и скорость наплавки. Тип электрода выбирают в зависимости от сплава металла, который необходимо наплавить, а диаметр – от толщины и формы изделия, пространственного положения наплавляемой поверхности.
Режимы резки металла плавящимся электродом показаны в таблице
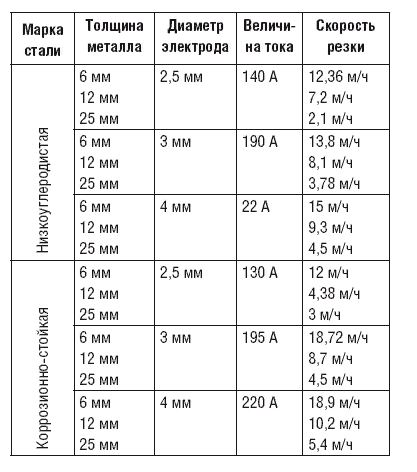
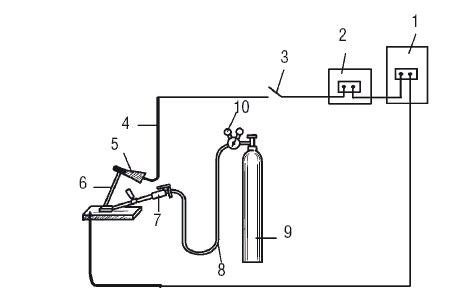
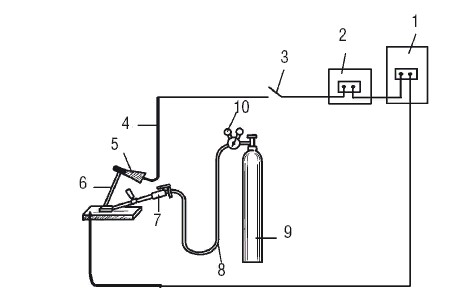
Рисунок - схема оборудования поста для кислородно-дуговой резки:
1 – источник питания (трансформатор); 2 – регулятор; 3
– рубильник; 4 – кабель; 5 – электродержатель; 6 – электрод; 7 – резак РГД-1–56; 8 – кислородный шланг; 9 – кислородный
баллон; 10 – редуктор
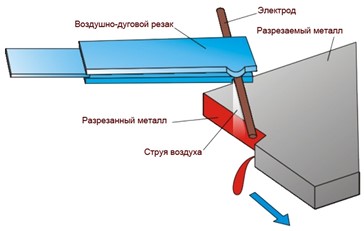
В данном случае металл расплавляют электрической дугой, которую возбуждают между изделием и стержневым электродом из низко углеродистой или нержавеющей стали (наружный диаметр – 5–7 мм, внутренний – 1–3,5 мм), после чего он сгорает в струе кислорода, подаваемого из отверстия трубки и окисляющего металл, и выдувается. Кислородно-дуговую резку применяют в основном при подводных работах.

Техника безопасности при проведении сварочных работ - это правила и нормы, которые в обязательном порядке необходимо выполнять для осуществления такого эффективного способа соединения деталей и конструкций.
Правила безопасности при проведении сварочных работ надо соблюдать независимо от того, производятся ли они на профессиональном уровне или любителями. Меры безопасности при сварочных работах изложены в нормативной документации, а также осваиваются по мере овладения этим искусством, имеющим высокую степень опасности.
К сварочным работам могут быть допущены только те работники, которые закончили соответствующие курсы и получили удостоверение, свидетельствующее о присвоении звания сварщика с указанием разряда. Независимо от того, какой разряд им присвоен, необходимо умение соблюдать требования безопасности при выполнении сварочных работ.
Одно из главных указаний техники безопасности при сварке - отсутствие медицинских противопоказаний у исполнителей этого процесса. Этому способствуют регулярные осмотры, в том числе для профилактики. Безопасность при сварочных работах является обязанностью руководителей этих процессов. Они должны обладать специфичными знаниями, подтвержденными выданными им документами.

Федеральный государственный образовательный стандарт среднего профессионального образования по профессии
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки) (утв. Приказом Министерства образования и науки РФ от 29 января 2016 г. N 50)
ПОП Профессионалитета
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
ПМ. 02
Выполнение ручной дуговой сварки (наплавка, резка) плавящимся покрытым электродом
МДК 02.01
Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Раздел
Ручная дуговая сварка, наплавка и резка деталей из углеродистых и конструкционных сталей, цветных металлов и сплавов
Тема
Дуговая резка металлов
Резка металла - это процесс, при котором металлические заготовки разрезаются на необходимые размеры с использованием специального оборудования
Электрод - металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию
Металл - группа химических элементов, обладающих в виде простых веществ при нормальных условиях характерными металлическими свойствами
Сварочный ток - один из главных параметров, который характеризует электрические свойства сварочной дуги
Машинная резка - это процесс обработки металлических изделий или листов металла с использованием специальных станков и инструментов.
Ручная дуговая резка - дуговая электрическая резка это процесс выплавления металла теплом электрического дугового разряда, сопровождающийся образованием полости по заданной линии или объему
