Динамическая инфографика






Русский изобретатель Николай Николаевич Бенардос в 1882 г. применил электрическую дугу для получения неразъемного соединения металлов, а в 1888 г. русский изобретатель, инженер-металлург Николай Гаврилович Славянов создал способ сварки с применением металлического электрода, что стало называться ручной дуговой сваркой.
Сущность процесса сварки в физическом смысле заключается в образовании неразрывных связей между атомами и молекулами соединяемых деталей. Для этого необходимо создать определенные условия: температуру, качество поверхности, время контакта. Требуется введение необходимой тепловой энергии.
Ручная сварка – это процесс, при котором человек, с помощью специального электрода, выполняет сварку. Электрод получает энергию от особого источника. В частности, речь идет о дуговой сварке, которая является методом сварки плавлением, при котором электрическая дуга нагревает материалы. В основном при ручной дуговой сварке используется плавящийся покрытый электрод, который при сварочном процессе расплавляется и служит присадочным металлом. Если суммировать эти три определения, то можно сказать, что ручная дуговая сварка с использованием плавящегося электрода выполняется сварщиком с помощью специального инструмента, который получает энергию от особого источника. Плавящийся электрод, закрепленный в инструменте, дополняет расплавленный основной металл и вводится в сварочную ванну. Вместе с электродным стержнем плавится и покрытие электрода, образуя защиту вокруг дуги (газовую) от попадания кислорода в расплавленную ванну. По мере движения дуги сварочная ванна кристаллизуется – формируется сварной шов. Расплавленный шлак по мере остывания образует на образовавшемся шве твердую шлаковую корку, которую необходимо отбить.
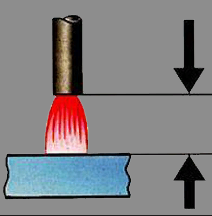
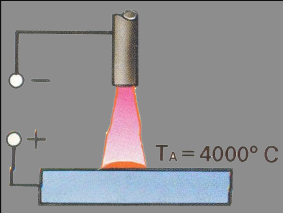
Дуга сварочная – это разряд электричества, при котором происходит прохождение электрического тока в газовой ионизированной среде. Ионизация дуги происходит при зажигании и непрерывно поддерживается в процессе горения. Зажигание дуги происходит в 3 этапа: короткое замыкание (касание) изделия с электродом, отвод электрода на 2…6 мм и возникновения устойчивой сварочной дуги.
Сегодня этот вид сварки является самым популярным в строительно-монтажной сфере, при сварке магистральных трубопроводов и выполняет наибольшее количество сварочных работ.
В настоящее время используют электроды со стержнями из проволоки определенного химического покрытия на электродообмазочных прессах специальной обмазкой, составленной из компонентов, предохраняющих расплавляемый дуговой металл от вредного влияния воздуха и обеспечивающих требуемый состав и механические свойства сварного соединения. Покрытие электрода, кроме того, улучшает стабильность горения дуги, расплавляемый металл покрывается шлаком и газами, образующимися при расплавлении покрытия и реагирующими с металлом. Разработано и изготовляется промышленностью большое количество покрытых электродов различных марок для ручной сварки сталей и цветных металлов. Для образования сварного соединения сварщик возбуждает дугу в месте будущего шва и поддерживает ее горение, расплавляя кромки основного металла.
Особенно при сварке требуется учитывать свойство каждого сверяемого металла.
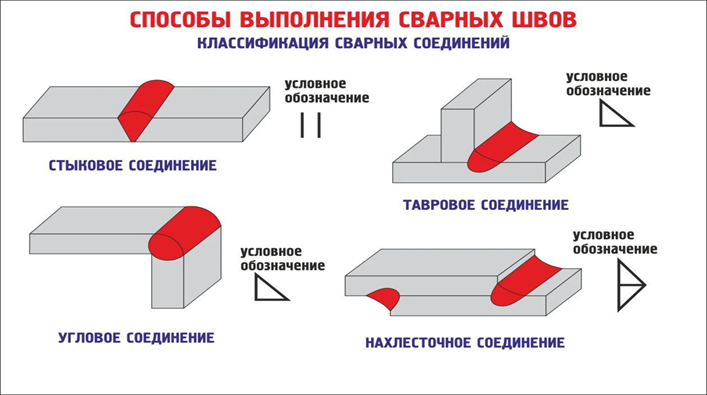
Различают несколько типов сварных соединений, которые определяются взаимным расположением свариваемых деталей. Среди них основными являются стыковые, угловые, тавровые, нахлесточные соединения. Чтобы образовать эти соединения и гарантировать требуемое качество, необходимо заранее подготовить кромки элементов конструкций, которые будут свариваться. Формы подготовки кромок для ручной дуговой сварки стали и сплавов на железоникелевой и никелевой основе установлены в ГОСТ 5264—80.
Соединение стыковое – это соединение двух элементов, которые прилегают друг к другу торцевыми поверхностями. ГОСТ 5264—80 предусмотрено 32 типа стыковых соединений, условно обозначенных C l , С2,…С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок.
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений на считывается 10: от У1 до У10.
Соединением тавровым называют соединение двух элементов, в котором к поверхности одного элемента приварен торцом другой элемент. Угол в таких соединениях прямой. Условное обозначение – Т1-Т9.
Соединением нахлесточным называют соединение двух элементов, один из которых расположен на другом с частичным перекрыванием друг друга. Условное обозначение – Н1-Н2.
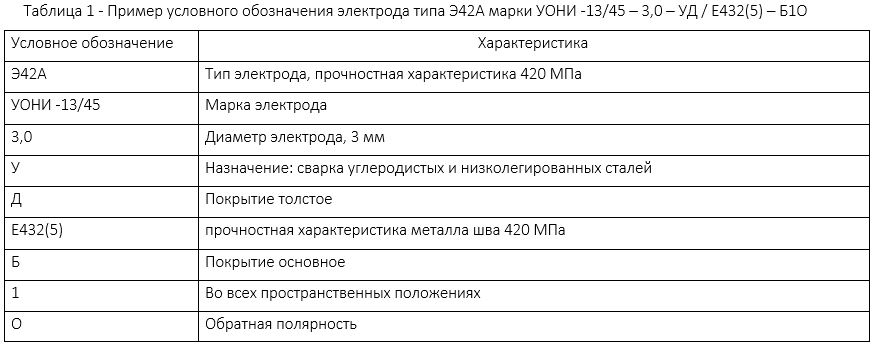
Сварочный электрод представляет собой стержень из токопроводящего материала. Он, может быть, без покрытия или иметь специальную оболочку из различных химических компонентов, определяющую его характеристики и улучшающую качество шва. Основное назначение электрода — передача напряжения к свариваемым деталям и конструкциям.

Рисунок 1 – Строение электрода
Назначение электродов показано на рисунке
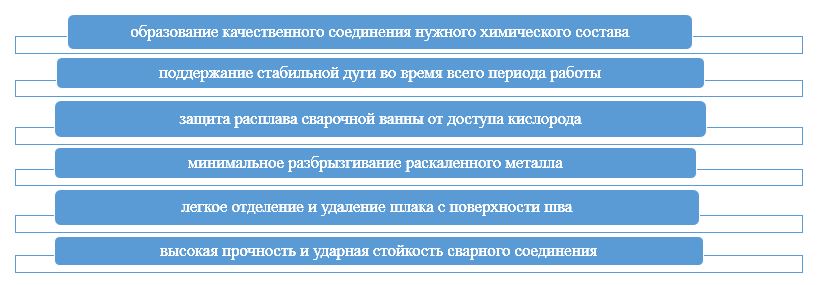
Рисунок 2 – Назначение электродов
Для изготовления стержней используется сталь 3 категорий:
Электроды выбираются с учетом свариваемого материала. Для чугуна – чугунные, для алюминия – алюминиевые. Выбор типа и марки электрода зависит от прочностных характеристик и особых свойств свариваемого материала, толщины изделия, пространственного расположения шва, назначения конструкции, условия выполнения сварочных работ (заводские, монтажные), жесткости конструкции, условия ее эксплуатации, типа сварочных источников, которыми укомплектованы сварочные посты и от других факторов.
Для обеспечения сварки применяют сварочные материалы. К этим материалам можно отнести и электроды. Для сварки различных металлов и сплавов используют различные по составу электроды.
Выбор электрода и его диаметра зависит от разных показателей. Зависимость выбора электрода показана на рисунке:

Диаметр электрода всегда зависит от толщины свариваемого металла, как показано в таблице:

Применение электродов диаметром более 6 мм ограничивается вследствие необходимости использования большого сварочного тока и, соответственно, более тяжёлых электрододержателей и более толстых сварочных кабелей.
При выполнении угловых швов нахлесточных и тавровых соединений в нижнем положении диаметр электрода следует
устанавливать в зависимости от катета шва.
Таблица 1 – Зависимость катета от диаметра электрода

Корневой проход в многослойных стыковых и угловых швах для лучшего провара корня шва необходимо выполнять электродами диаметром не более 4 мм.
Сварку вертикальных швов рекомендуется выполнять электродами диаметром не более 4,0 мм; электроды диаметром 5,0 мм могут использоваться сварщиками высокой квалификации. Для сварки швов в потолочном положени используются электроды диаметром не более 4,0 мм.
Под режимом сварки понимают группу контролируемых параметров, определяющих её условие, обеспечивающих получение сварных соединений заданных размеров, формы и качества. Подразделяются на основные и дополнительные:
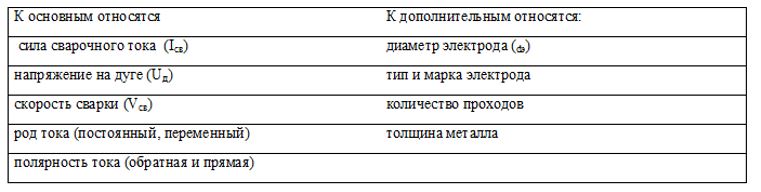
При сварке металла большой толщины (более 25 мм), сталей повышенной прочности или сталей со специальными свойствами, кроме параметров режима сварки могут задаваться дополнительные технологические мероприятия (предварительный, после сварочный подогрев, термическая обработка деталей и др. мероприятия).

Величину сварочного тока (Iсв) устанавливают в зависимости от диаметра применяемого электрода с учетом конкретных условий сварки:
Рекомендуемые диапазоны сварочных токов для конкретной марки и диаметра электродов, а также положения сварки указываются на заводской этикетке на упаковочной пачке электродов.
Слишком малый сварочный ток ведет к неустойчивому горению дуги, «примерзанию» электрода к основному металлу, непровару,
нарушениям формирования шва.
Чрезмерно большой сварочный ток ведет к сильному нагреву электрода, растрескиванию обмазки, прожогам, повышенному разбрызгиванию электродного металла, ухудшению формирования, а также снижению прочностных и пластических характеристик сварного соединения.
При отсутствии заводской этикетки ориентировочные диапазоны рекомендуемого тока при сварке в нижнем положении электродами для углеродистых и низколегированных сталей Вы можете взять из таблицы ниже:
При сварке вертикальных и горизонтальных швов ток следует уменьшить, по сравнению с принятым для нижнего положения, примерно на 5 - 10%, для потолочных – на 10 - 15%.
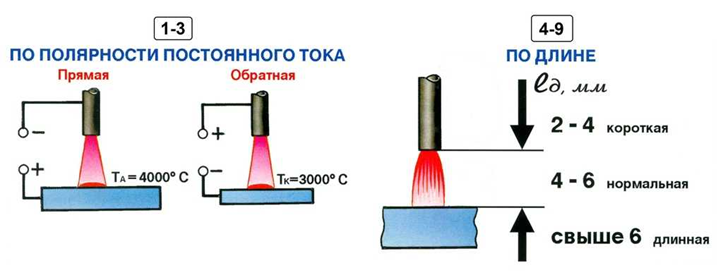
Важным параметром режима ручной дуговой сварки штучными покрытыми электродами является длина дуги, которая может существенно влиять на многие показатели сварочного процесса.
Короткая дуга (не более 0,5 – 1,5 dэ) обеспечивает получение высококачественного шва, так как при этом обеспечивается оптимальная газовая защита сварочной ванны, что препятствует окислению металла шва и его насыщению азотом из окружающего воздуха (насыщение расплавленного металла азотом может вызывать пористость).
Длинная дуга характеризуется неустойчивым горением, повышенным разбрызгиванием электродного металла, большим содержанием окислов в металле шва, при этом уменьшается глубина проплавления и ухудшается формирование шва, а также повышается вероятность образования пористости.
О длине дуги можно судить и по напряжению дуги, которое связано с ней прямо-пропорциональной зависимостью. Напряжение на дуге при сварке покрытыми электродами обычно находится в пределах 18 - 25 В.
Главное умение сварщика, его профессионализм = это удержание длины сварочной дуги.
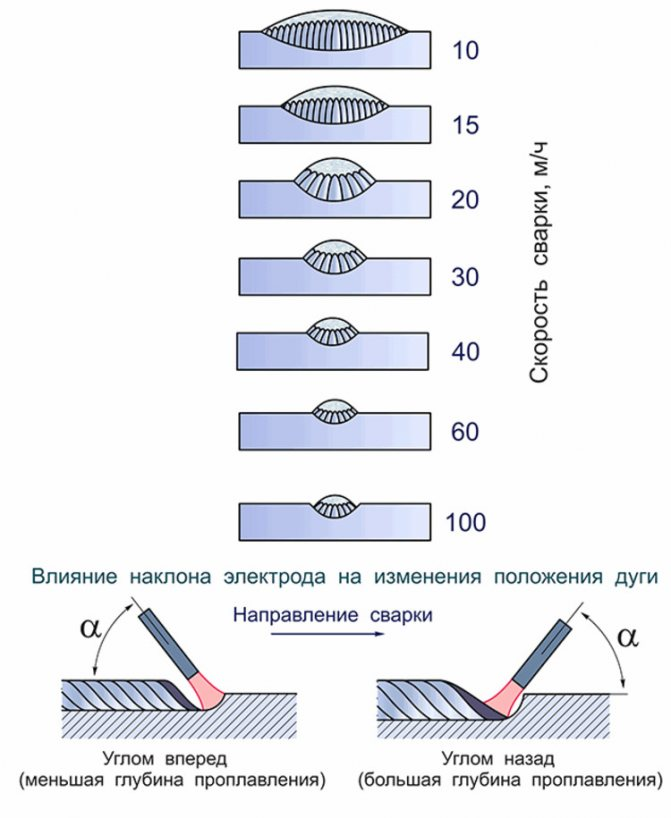
Количество проходов и скорость сварки устанавливаются самим сварщиком в зависимости от величины сварочного тока, типа сварного соединения, формы кромки, расположения швов в пространстве, марки стали свариваемой детали и других условий. Неравномерная скорость перемещения электрода приводит к неравномерной глубине проплавления по длине всего сварного шва, а при сварке тонкого металла может привести к прожогам.
Скорость сварки должна быть выбрана таким образом, чтобы обеспечить проплав требуемой площади поперечного сечения. Для стыковых соединений с V-образной разделкой кромок, сварка которых выполняется в нижнем положении, ориентировочная толщина корневого и заполняющих проходов может составлять: корневой проход 3 - 5 мм и заполняющий проход не более 4 - 6 мм.
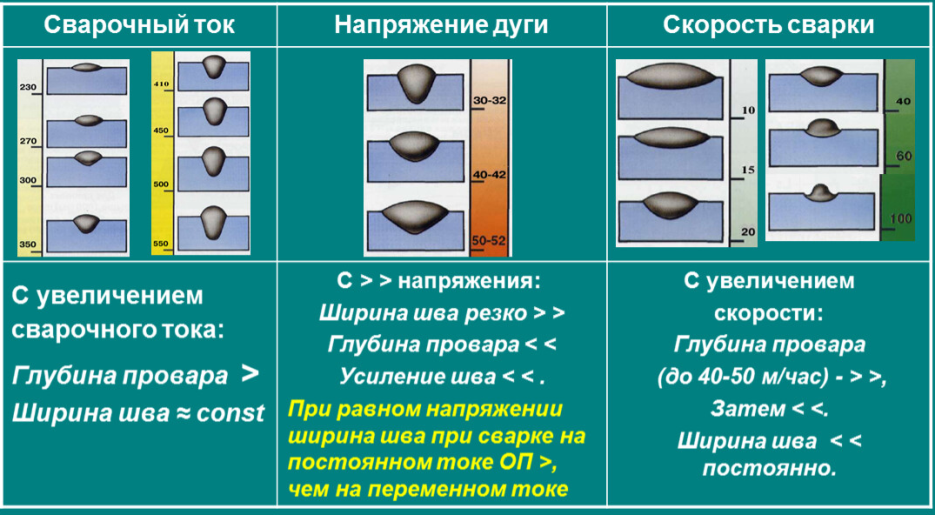
Рисунок 1 – Влияние режимов сварки на качество
Существуют два вида электрического тока: переменный и постоянный.
Сварочная дуга может работать на обоих видах тока. Использование того или иного вида тока определяет особенности процесса сварки. Дуга, питающаяся переменным током, не так стабильна, как дуга, питающаяся постоянным током. На переменном токе дуга каждый раз гаснет, когда ток переходит через ноль. Таким образом, для сварки конструкций с повышенной прочностью и специальными свойствами рекомендуется использовать постоянный ток.
На постоянном токе существует прямая и обратная полярности. В случае прямой полярности свариваемое изделие подсоединяют к аноду, а электрод — к катоду; при обратной полярности — наоборот. При прямой полярности больше нагревается изделие, а при обратной — электрод. Это необходимо учитывать при сварке тонкого и толстого металлов.
Для сварки низкоуглеродистых и низколегированных сталей экономически выгоднее использовать переменный ток, так как это позволяет использовать более простые и дешевые источники питания, такие как сварочные трансформаторы. Еще одно практическое преимущество сварки дугой переменного тока заключается в отсутствии магнитного дутья. Рекомендуемая полярность тока для конкретного типа электродов указывается на этикетке упаковки электродов.


Федеральный государственный образовательный стандарт среднего профессионального образования по профессии
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки) (утв. приказом Министерства образования и науки РФ от 29 января 2016 г. N 50)
ПОП Профессионалитета
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
ПМ. 02
Выполнение ручной дуговой сварки (наплавка, резка) плавящимся покрытым электродом
МДК 02.01
Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Раздел
Ручная дуговая сварка, наплавка и резка деталей из углеродистых и конструкционных сталей, цветных металлов и сплавов
Тема
Технология ручной дуговой сварки покрытыми электродами
Ключевые слова
Сварное соединение - это точка или кромка, в которой соединяются два или более куска металла или пластика.
Электрод - металлический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию.
Классификация электродов - для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия.
Режим сварки - совокупность основных характеристик (параметров) сварочного процесса, обеспечивающих получение сварных швов заданных размеров, формы и качества.
Ручная дуговая сварка - сварка, источником энергии которой является электрическая дуга.
Жидкий шлак - стекловидный материал, получаемый как побочный продукт, выделяемый при процессах дуговой сварки, особенно экранированной дуговой сварки металла.
