Вводный. Классификация сварочных полуавтоматов
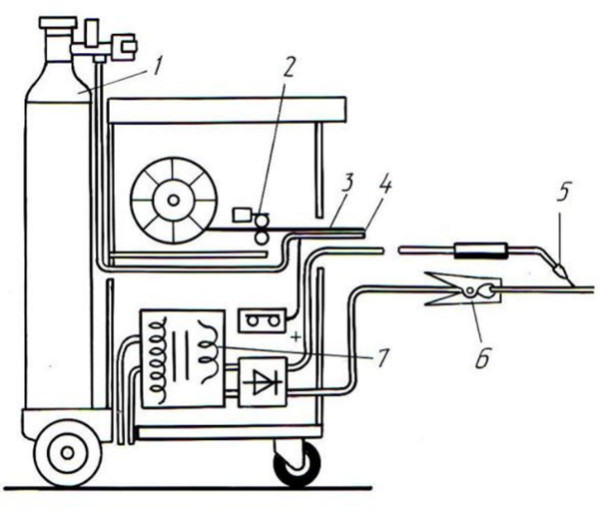
Сварочные аппараты, где обеспечивается механизированная подача сварочной проволоки, а перемещение дуги вдоль оси шва выполняется вручную, называются полуавтоматами для дуговой сварки.
Классификация полуавтоматов по ГОСТ 18130-79:
по способу защиты зоны дуги:
- Для сварки под флюсом - Ф;
- Для сварки в активных защитных газах - Г;
- Для сварки в инертных газах - И;
- Для сварки в активных и инертных газах - У;
- Для сварки открытой дугой - О;
- для сварки стальной сплошной проволокой;
- для сварки сплошной проволокой из алюминия и его сплавов;
- для сварки стальной сплошной проволокой и сплошной проволокой из алюминия и его сплавов;
- Для сварки стальной порошковой проволокой;
- Для сварки стальной сплошной и стальной порошковой проволоками;
- С естественным охлаждением горелки;
- С принудительным водяным или газовым охлаждением горелки;
- С плавным регулированием;
- Со ступенчатым регулированием;
- Сплавноступенчатым регулированием;
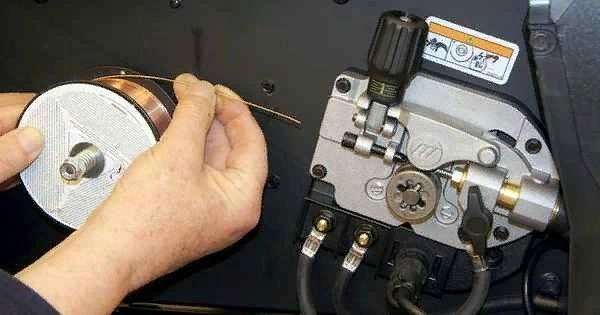
- Толкающего типа;
- Тянущего типа;
- Тянуще-толкающего типа;
- Со стационарным подающим устройством;
- С передвижным подающим устройством;
- С переносным подающим устройством.
по виду применяемой электродной проволоки:
по способу охлаждения:
По способу регулирования скорости подачи электродной проволоки:
По способу подачи электродной проволоки:
По конструктивному исполнению:
Полуавтоматы должны изготовляться на номинальный сварочный ток: 150; 315; 400; 500 и 630 A.