Составление расчетно-технологической карты токарной операции
Изучите материал об оформлении технологической документации. Чтобы перейти к учебным материалам, кликните на каждую из иконок.
Оформление технологической документации
Согласно ГОСТ 3.1109 - 82 технологическим документом (ТД) называется графический или текстовый документ, который в совокупности или отдельно с другими документами определяет технологический процесс или операцию изготовления изделий.
Комплектом технологической документации (КТД) называется совокупность документов необходимых и достаточных для выполнения технологических процессов при изготовлении и ремонте изделия или его составных частей.
Оформлением технологической документации называется комплекс процедур необходимых для подготовки и утверждения технологического документа в соответствии с порядком, установленным на предприятии.
Согласно ГОСТ 3.1109 - 82 описание ТП в ТД по степени детализации может быть маршрутным, операционным и маршрутно-операционным.
При маршрутном описании производится сокращенное описание всех технологических операций в последовательности их выполнения без указания технологических переходов и технологических режимов обработки. Это описание применяется в единичном и мелкосерийном производстве при большой номенклатуре изделий, когда более детальное описание связано с большими трудозатратами. Вместе с тем это описание применяется и при других типах производства.
При операционном описании производится полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов обработки. Это описание применяется преимущественно в серийном и массовом производстве. При таком описании есть возможность выявить и наиболее рационально использовать все имеющиеся технические средства, материальные и трудовые ресурсы, тем самым повысить производительность, а также снизить себестоимость изделия.
При маршрутно-операционном описании производится сокращенное описание технологических операций в последовательности их выполнения с полным описанием отдельных операций в других технологических документах. Это описание применяется в серийном, мелкосерийном и опытном производстве, когда в технологическом процессе имеются отдельные сложные технологические операции, требующие детального описания.
Виды технологических карт
Согласно ГОСТ 3.1102 - 81 технологическая документация включает документы общего и специального назначения.
К документам общего назначения относятся: титульный лист (ТЛ), карта эскизов (КЭ) и технологическая инструкция (ТИ).
В состав документации специального назначения входит 26 документов. Основными их них являются: маршрутная карта (МК), карта технологического процесса (КТП) и операционная карта (ОК).
В курсовом и дипломном проектировании используются ТЛ, КЭ, МК, КТП и ОК. Рассмотрим бланки и образцы заполнения этих документов.
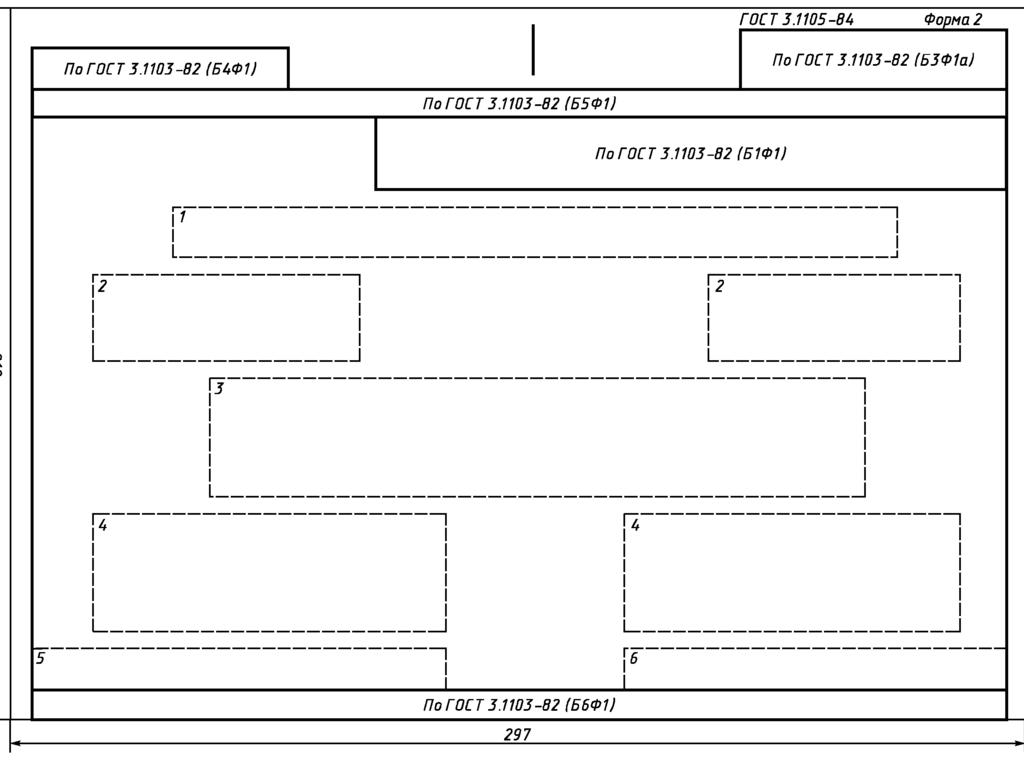
Титульный лист (ТЛ) технологического процесса оформляется по ГОСТ 3.1105 - 84 (форма 2). Поля бланка заполняются следующим образом:
- наименование министерства, ведомства, объединения и организации, в которое входит предприятие – разработчик
- в левой части – должность и подпись лица согласовавшего документ от заказчика; в правой - должность и подпись лица утвердившего документ от разработчика
- наименование документа
- в левой части – должность и подпись подчиненного лица подтвердившего согласование документа от заказчика; в правой - должность и подпись починенного лица ответственного за разработку документа от разработчика
- номер акта и дата внедрения технологического процесса по ГОСТ 3.1113 - 89.
Учебный вариант бланка титульного листа представлен в прил.4
Маршрутная карта (МК) предназначена для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия, включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Таким образом, в МК должны быть указаны все операции ТП: механическая обработка, термообработка, нанесение покрытий, контроль и пр. При маршрутно-операционном описании МК, как правило, выполняет роль отдельного сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, наименование операции и пр.). Однако допускается оформлять МК на детальное описание операций по переходам.
МК оформляется по ГОСТ 3.1118 - 82 (формы 1, 1а, 1б, 2, 3, 3а, 3б, 4, 5, 5а, 6.) В учебном процессе для механической обработки рекомендуется использовать формы 1 и 1а, для сборки форму 2. Бланки МК для первого и последующих листов представлены в прил.5 и 6. Оформление МК производится в соответствии с таблицей 17.1.
МК заполняется построчно в технологической последовательности выполнения операций от заготовки до готового изделия. Для каждой операции заполняют несколько строк различного типа. Тип строки определяется служебным символом. Согласно ГОСТ 3.1118 - 82 служебными символами являются прописные буквы русского алфавита, проставленные перед номером строки. Например: А03 или В04. Каждому служебному символу соответствует информации определенного вида. Например, для некоторых символов эта информация имеет следующее содержание
А – номер цеха, участка, рабочего места, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции
Б – код, наименование оборудования и информация по трудозатратам
О – содержание операции или перехода
Т – информация о применяемой технологической оснастке
При описании операций в МК по переходам, номер перехода следует проставлять в начале строки. В строке имеющей служебный символ «Т» информацию о технологической оснастке записывают в следующей последовательности: приспособления, вспомогательный инструмент, режущий инструмент, слесарно-монтажный инструмент.
Карта технологического процесса (КТП) предназначена для операционного описания технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формоизменения, обработки, сборки или ремонта, с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах. Таким образом, КТП оформляется на ТП одного вида: механическую обработку, сварку, термообработку, нанесения покрытий и пр., т.е. на работы, выполняемые, как правило, в одном цехе.
КТП оформляется по ГОСТ 3.1404 - 86 (формы 1и 1а). Бланк КТП для первого листа представлен в прил. 7.Содержание граф с 1 по 30 КТП аналогично МК. Содержание остальных граф КТП представлено в таблице 17.2. Образец оформления КТП представлен в прил.10. Операционная карта (ОК) предназначена для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. На процессы и операции, выполняемые с применением универсального оборудования, в том числе на станках с ЧПУ, ОК оформляется по ГОСТ 3.1404 - 86 (формы 2, 2а, 3). При использовании станков с ЧПУ следует оформлять дополнительно карту наладки инструмента (КН) (формы 4 и 4а) и карту кодирования информации (ККИ) (формы 5 и 5а). Для многошпиндельных токарных автоматов и полуавтоматов, а также для автоматов продольного точения, т.е. для универсального оборудования с жесткой связью командоаппарата, использу ются формы (ОК) 10, 10а, 11а, 12, 12а 13.
Основные сведения о РТК
Расчётно-технологическая карта (РТК) представляет собой технологический документ, который содержит законченный план обработки детали на станке в виде графического изображения траектории движения инструмента со всеми необходимыми пояснениями и расчетными размерами. По данным РТК технолог программист, не обращаясь к чертежу детали или каким-либо другим источникам, может полностью составить текст управляющей программы.
Можно выделить следующие этапы оформления РТК:
- Вычерчивают в масштабе контур детали, подлежащий обработке, и контур заготовки с указанием всех размеров, необходимых при программировании.
- Намечают расположение базирующих элементов и прижимов в соответствии с техническими условиями на приспособление.
- Наносят траекторию движения центра инструмента для каждого из используемых инструментов. При этом рабочие перемещения инструмента обозначают сплошными линиями, а холостые (ускоренные) перемещения – прерывистыми линиями.
- На траектории инструмента отмечают и обозначают цифрами опорные точки траектории и ставят стрелки, указывающие направление движения. При необходимости указывают места контрольных точек и точек остановки, необходимых для смены инструмента, изменения частоты вращения шпинделя, переустановки детали и др., указывают продолжительность остановки в секундах.
- Наносят дополнительные данные, тип станка, наименование и материал детали, особенности заготовки и ее крепления, параметры инструмента и режимы его работы на отдельных участках траектории и пр.
Нулевые и опорные точки
Нулевые, исходные и фиксированные точки станка с ЧПУ являются ключевыми точками при настройке управляющей программы. В паспорте выбранного станка с ЧПУ указываются координаты, которые закреплены за конкретным рабочим органом станка, показаны направления координатных осей, начало отсчета по каждой оси и пределы возможных перемещений. Для точного и правильного перемещения рабочих органов станка при отработке управляющей программы на станках с ЧПУ задаются нулевые, исходные и фиксированные точки. В ГОСТ 20523–80 даны понятия нулевой, исходной и фиксированной точек станка с ЧПУ.
Фиксированная точка станка ЧПУ N(F) — точка, определенная относительно нулевой точки станка и используемая для определения положения рабочего органа станка.
Нулевая точка станка с ЧПУ М — точка, принятая за начало системы координат станка.
Исходная точка станка с ЧПУ R — точка, определенная относительно нулевой точки станка и используемая для начала работы по управляющей программе.
В указанном стандарте приведены также понятия точки начала обработки, нулевой точки детали, исходной точки инструмента.
Точка начала обработки или исходная точка программы Ps — точка, определяющая начало обработки конкретной заготовки.
Нулевая точка детали W — точка детали, относительно которой заданы ее размеры.
Исходная точка инструмента Е — точка, полученная при совмещении точки установки инструмента с фиксированной точкой станка N.
Опорные геометрические точки – точки, в которых происходит изменение закона, описывающего траекторию инструмента.
Опорные технологические точки – точки траектории, в которых происходит изменение условий протекания технологического процесса (изменение режимов обработки, временный останов инструмента, включение или выключение охлаждения и т. д.).
Положение опорных точек может задаваться двумя способами:
- в абсолютных размерах, когда координаты всех опорных точек заданы относительно одной точки (главным образом относительно нуля детали). в приращениях, когда координаты каждой последующей опорной точки заданы относительно предыдущей точки.
- Поворотные
Выделяют графический и аналитический методы определения координат опорных точек. При графическом методе координаты опорных точек находят непосредственно с расчетно-технологической карты, построенной в требуемом масштабе. Данный метод характеризуется погрешностями построения траектории и измерения размеров и часто не обеспечивает определение координат с требуемой точностью. Более точным является аналитический метод, который заключается в расчете координат опорных точек через специальные уравнения и формулы.
Траектория движения инструмента
При построении траектории движения центра инструмента на РТК необходимо соблюдать следующие правила:
- Подводить инструмент к обрабатываемой поверхности и отводить его следует по специальным траекториям с учетом величин подходов и перебегов.
- Недопустимы остановка инструмента и резкое изменение подачи в процессе резания, что сопровождается повреждением обрабатываемой поверхности. Перед остановкой или резким изменением подачи необходимо отвести инструмент от обрабатываемой поверхности.
- Длина холостых перемещений должна быть минимальной.
- Для устранения влияния на точность обработки люфтов станка желательно предусмотреть дополнительные петлеобразные переходы в зонах реверса, обеспечивающие выборку люфта.
При обработке контура детали на станке с ЧПУ траектория движения инструмента представляет собой множество положений центра этого инструмента.
Различают следующие способы расположения траектории движения инструмента относительно контура детали:
- Траектория совпадает с контуром детали.
- Траектория эквидистантна (расположена по эквидистанте) контуру детали.
Эквидистанта – геометрическое место точек, равноудаленных от какой-либо линии и лежащих по одну сторону от нее.
траектория изменяет положение относительно контура детали по определенному закону.
Для упрощения расчетов траекторию инструмента необходимо разбивать на отдельные участки, называемые геометрическими элементами траектории. К геометрическим элементам относятся отрезки прямых, дуги окружностей, кривые второго и высшего порядков.
Расчет траектории инструмента сводится к определению координат опорных точек, которые разделяют на геометрические и технологические.
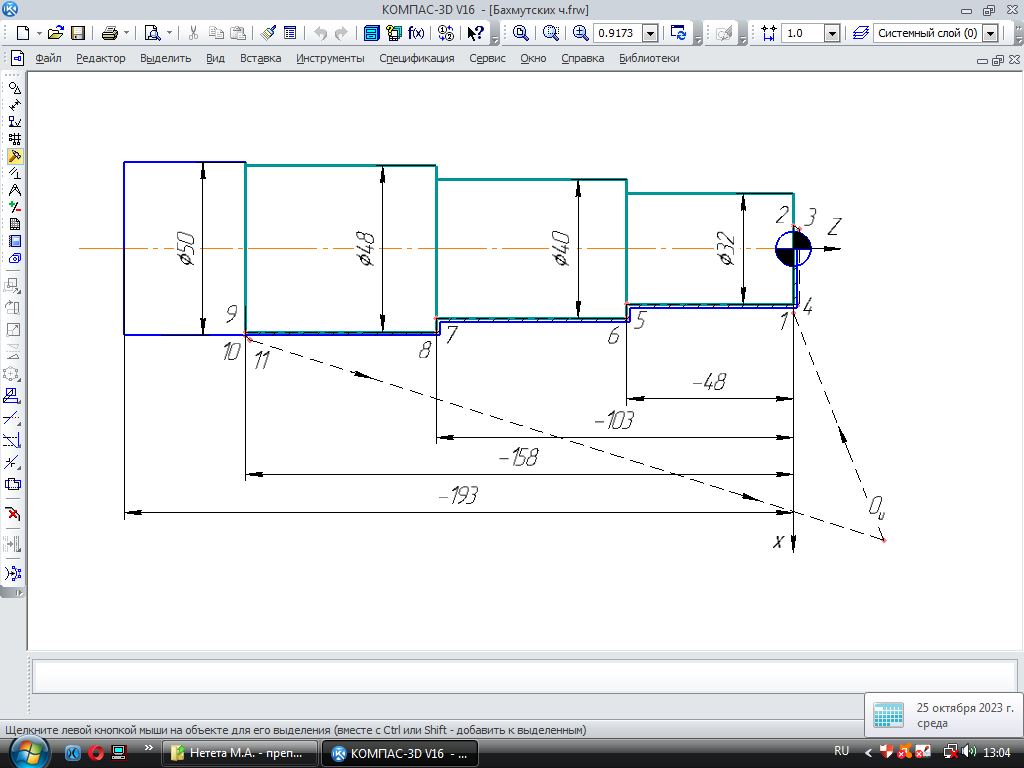
Оформление эскиза на РТК
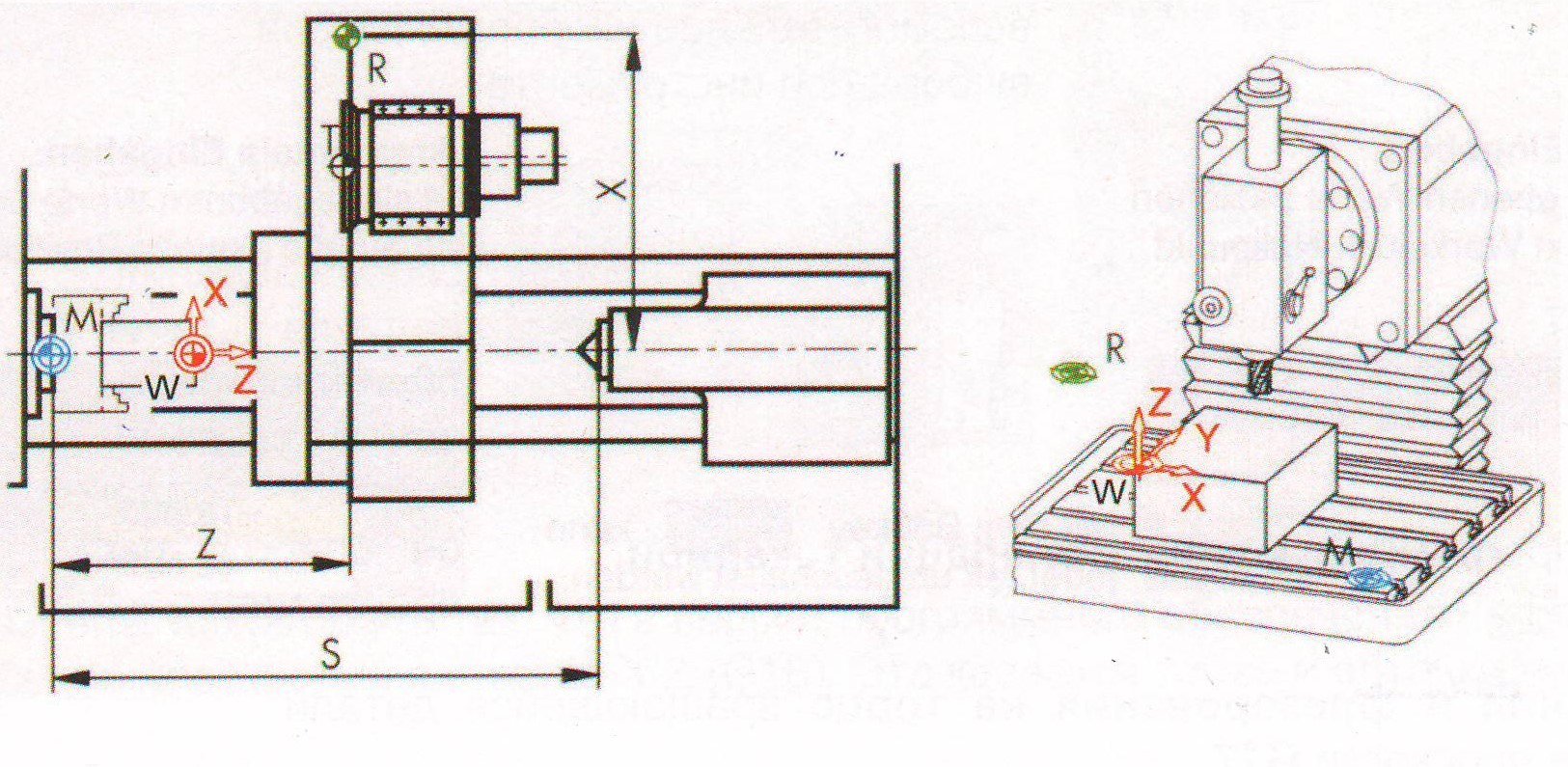
Ноль станка (Ос ) выбран как точка пересечения оси вращения с левым торцом заготовки. Ось Z направлена по оси вращения, ось X- в сторону удаления инструмента от детали. Ноль детали (W ) выбран в этой же точке, можно ноль детали выбирать и на другом торце. При базировании детали в центрах фактически эти точки переместятся к левому торцу станка на величину l1:
l1=Dmax/(2tg∙α)
где, Dmax - максимальный диаметр центрового отверстия;
α - угол конуса центров.
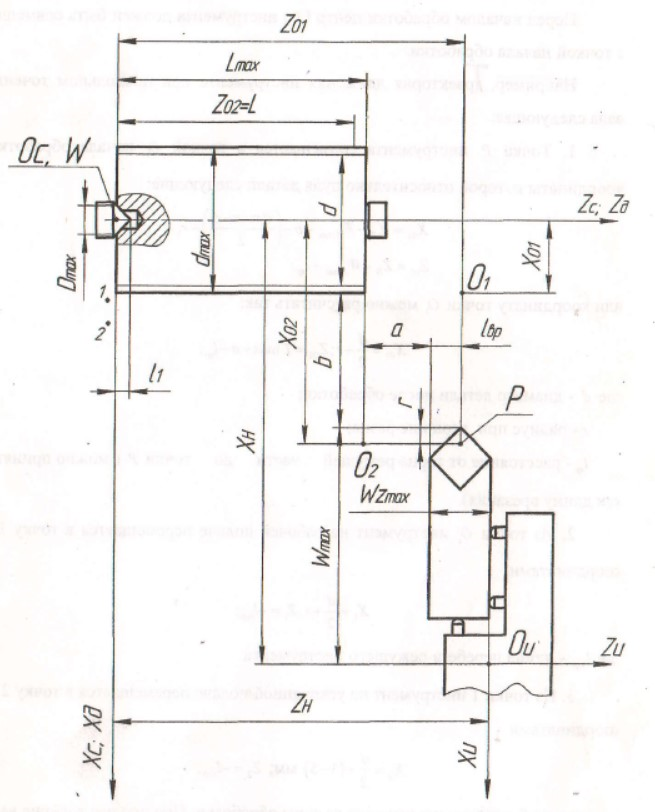
Ноль системы координат инструмента (Ои) выбран как точка пересечения оси поворота револьверной головки и Газовой плоскости, на которую опирается инструмент.
Координаты нуля инструмента относительно нуля станка рассчитываются так:
Xh=(d max)/2+b+Wxmax;
Zh=Lmax+a+Wzmax,
где, d max — максимальный диаметр заготовки;
b =1 -2 мм — величин а, гарантирующая удобство установки заготовки по оси Х;
Wxmax —максимальный вылет инструмента в наладке по оси Х;
Lmax — максимальная длина заголовки;
a =0-2 мм —величина, гарантирующая удобство установки заготовки по оси Z;
Wzmax —максимальный вылет инструмента по оси Z.
Перед началом обработки центр (Р) инструмента должен быть совмещен с точкой начала обработки.
Далее расставляются опорные точки траектории движения инструмента.
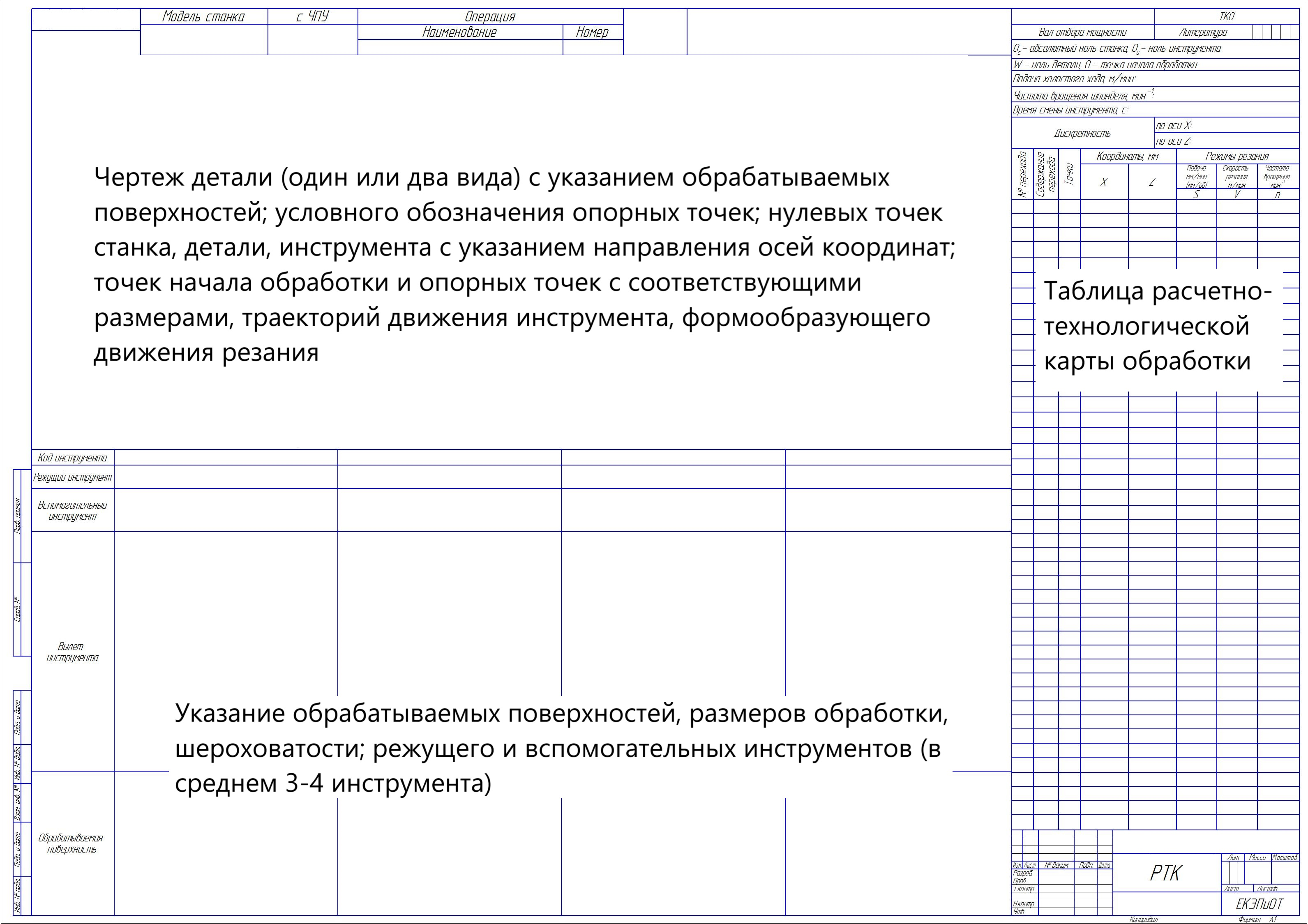
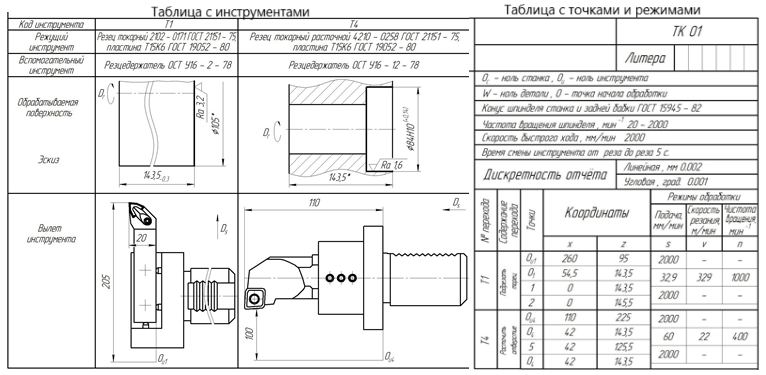
Заполнение таблиц на РТК с инструментом и опорными точками
При заполнении таблицы с инструментом необходимо:
- Указать номер перехода, который соответствует номеру позиции в револьверной головке;
- Указывается полное наименование инструмента с указанием стандарта и наименование режущей пластины с указанием материала, из которого она изготовлена;
- Вспомогательный инструмент указывается в соответствие со стандартом, в случае с токарной обработкой – это резцедержатель, револьверная головка, блок и др.
- Добавляется эскиз обрабатываемых поверхностей, с указанием размеров обработки, шероховатости. Также в в РТК токарной обработки наносится значок главного движения – движения резания (Dr). Поверхности, которые обрабатываются выделяются утолщенной линией;
- 5. Режущий инструмент изображается в сборе с блоком (частью резцедержателя или револьверной головки), с необходимыми размерами – вылетом инструмента. И указывается направление движения инструмента – движение подачи (Ds), в случае токарной обработки.
- Указывается наименование детали;
- оличество РТК на данную операцию, так как переходов бывает от 3 до 15 штук, а на карте можно изобразить 3 – 4 перехода, можно разбить на насколько РТК;
- Указываются условные обозначения: Ос – ноль станка; W – ноль детали и т.д.
- Стандарты конуса шпинделя станка и задней бабки;
- Диапазон частот вращения шпинделя от минимального до максимального, в мин-1;
- Указывается скорость ускоренного перемещения, в мм/мин;
- Время смены инструмента, для расчета времени на обработку;
- Указывается дискретность отчета: линейная и угловая, на данном станке;
- По переходам (с описанием содержания) указываются точки по порядку движения инструмента, с указанием режимов обработки в данной точке.
Структура управляющей программы
Основным понятием при изучении программирования станков с ЧПУ является понятие управляющей программы. Управляющая программа (УП) – совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка.
Основным языком программирования для большинства современных станков с ЧПУ является буквенно-цифровой код ISO-7bit, общие принципы которого изложены в стандартах ISO-6973 и DIN-66025.
УП в коде ISO можно разделить на кадры, которые в свою очередь состоят из слов.
Кадр управляющей программы – составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Как правило, кадр содержит геометрическую и технологическую информацию, необходимую для движения инструмента между соседними опорными точками.
Слово управляющей программы – составная часть кадра УП, содержащая основные данные о каком-либо параметре процесса обработки или другие данные по выполнению управления.
Слова УП состоят из букв, называемых адресами, а также из целых или дробных чисел, называемых содержанием (например, G91, A+30, X–120.5).
Как правило, слово УП определяет работу отдельных исполнительных органов (движение подачи, главное движение работа устройств автоматической смены инструмента).
Дробные числа записывают с десятичной точкой, причем незначащие нули целой и дробной части слова пропускают. Например, вместо Х 010.500 можно записать Х 10.5. Слова, описывающие перемещения могут иметь знак (+ или –). При отсутствии знака перемещение считается положительным.
Большинство слов являются модальными, то есть они остаются в силе на протяжении нескольких кадров, пока значение слова не изменится или пока функция, представленная словом не будет выключена. Слова, которые действуют в одном кадре немодальны.
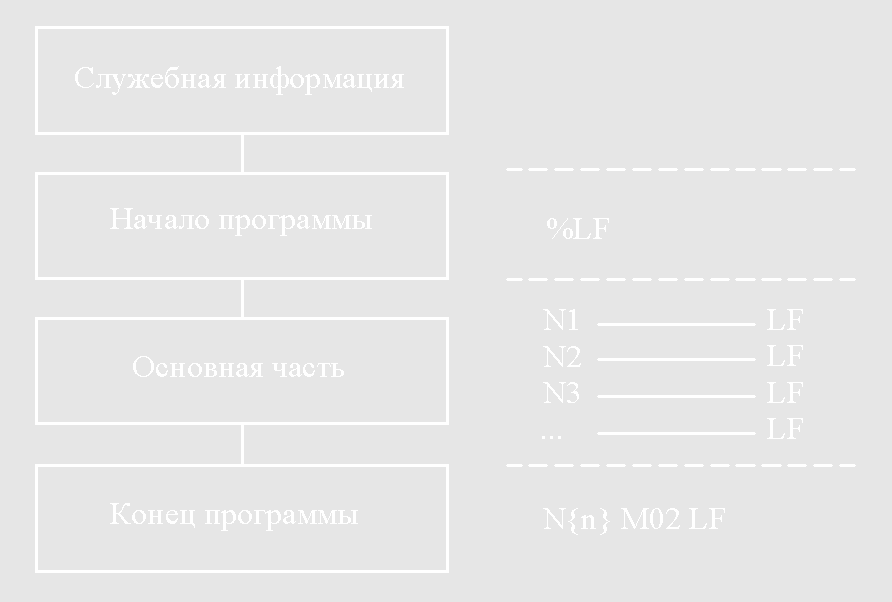
В любой УП можно выделить составные части, которые записываются в определенной последовательности, образуя структуру УП. В структуре УП можно выделить такие составные части, как служебная информация, начало программы, основная часть, конец программы.
Начало программы, состоит из символа % (начало программы) и символа LF или ПС (конец кадра), т. е. % LF. При использовании нескольких УП в памяти устройства ЧПУ между символами % и LF добавляют трехзначный номер УП (например, %012 LF).
Любая информация, записанная до символа %, не воспринимается устройством ЧПУ в качестве УП, но может отображаться на экране дисплея. В качестве такой информации часто записывают служебную информацию оператору или наладчику станка (общая характеристика программы, примечания по наладке станка и т. п.).
Основная часть УП представляет собой последовательность кадров, пронумерованных в порядке выполнения действий по обработке заготовки на станке с ЧПУ.
УП должна заканчиваться кадром с командой «конец программы» М 02 или «конец информации» М 30.
Подготовительные функции (G -функции или G -коды) предназначены для задания режима работы системы ЧПУ и кодируются адресом G с номером функции.
Подготовительные функции по назначению разделяют на группы. В кадре УП не могут быть заданы две и более подготовительных функции, принадлежащих одной группе. Состав групп для определенной системы ЧПУ необходимо смотреть в инструкции по ее программированию.
Можно выделит следующие типовые группы подготовительных функций:
- G 00… G 03, G33 – команды, задающие быстрые и рабочие перемещения, нарезание резьбы;
- G 17, G 18, G 19 – команды, определяющие выбор плоскостей интерполяции;
- G 40, G 41, G 42 – команды коррекции размеров режущих инструментов;
- G 80… G 89 – стандартные технологические циклы обработки отверстий;
- G 90, G 91 – команды, задающие способ отсчета размерных перемещений;
- G 94, G 95 – команды, задающие единицы измерения скорости подачи;
- G 96, G 97 – команды, задающие единицы измерения скорости главного движения.
Функции G 04 (выдержка времени в конце кадра), G 09 (замедление в конце кадра), G 92 (установка абсолютных накопителей положени я) и некоторые другие действуют только в том кадре, в котором они записаны. Все остальные G -функции, один раз записанные, действуют постоянно до ввода следующей функции, принадлежащей к данной группе. Вспомогательные функции (М -функции или М -коды) предназначены для задания команд, обеспечивающих управление средствами цикловой автоматики станка, и кодируются адресом М с номером функции.
Отдельно стоит остановиться на функциях управления вращением шпинделя М 03, М 04, М 05. Функции М 03, М 04 задают вращение шпинделя соответственно по ходу часовой стрелки и против часовой стрелки, то есть включают вращение шпинделя в требуемом направлении. Фактическое направление вращения шпинделя следует смотреть с той стороны, в которую направлена ось Z.
Перед использованием функции М 03 или М 04 необходимо задать скорость вращения шпинделя (в об/мин или м/мин) с помощью функции главного движения S.
Выключение вращения шпинделя осуществляется функцией M05. При этом также может отключаться охлаждение.

Оформление технологической документации
Виды технологических карт

Основные сведения о РТК

Нулевые и опорные точки

Траектория движения инструмента
Оформление эскиза на РТК
Заполнение таблиц на РТК с инструментом и опорными точками
Структура управляющей программы