Вводный
Большое разнообразие сварных конструкций затрудняет их единую классификацию. Сварные конструкции различают следующим образом:
- по способу получения заготовок – листовые, кованосварные, штампосварные;
- по целевому назначению – вагонные, судовые, авиационные и др.;
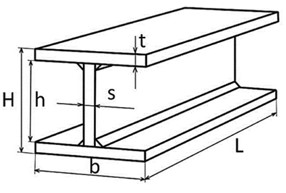
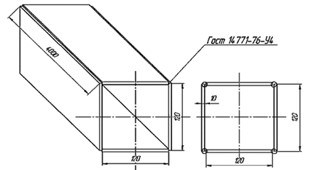
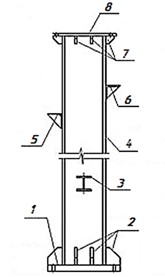
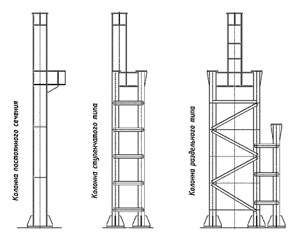
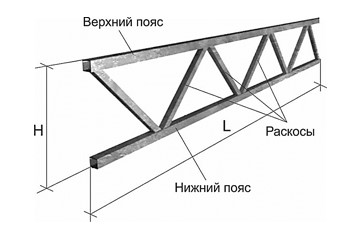
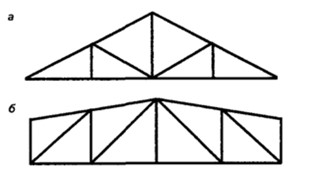
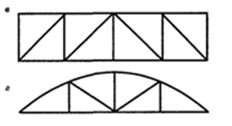
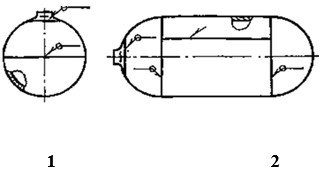
- по характерным особенностям их работы – балки, рамы, фермы, емкости, сосуды, работающие под давлением, трубы и трубопроводы, корпусные конструкции.
Рассмотрим основные типы сварных конструкций, различаемые в зависимости от характерных особенностей их работы